ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОПРОВОДНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 3262-75
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Дата введения 01.01.77
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций.
1. СОРТАМЕНТ
1.1. Трубы изготовляют по размерам и массе, приведенным в табл. 1.
По требованию потребителя трубы легкой серии, предназначенные под накатку резьбы, изготовляют по размерам и массе, приведенным в табл. 2.
(Измененная редакция, Изм. № 1 , 3 ).
1.2. По длине трубы изготовляют от 4 до 12 м:
мерной или кратной мерной длины с припуском на каждый рез по 5 мм и предельным отклонением на всю длину плюс 10 мм;
немерной длины.
По согласованию изготовителя с потребителем в партии немерных труб допускается до 5 % труб длиной от 1,5 до 4 м.
Таблица 1
Размеры, мм
|
Условный проход |
Наружный диаметр |
Толщина стенки труб |
Масса 1 м труб, кг |
||||
|
обыкновенных |
усиленных |
обыкновенных |
усиленных |
||||
Таблица 2
Размеры, мм
|
Условный проход |
Наружный диаметр |
Толщина стенки |
Масса 1 м труб, кг |
Примечания:
1. Для резьбы, изготовленной методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
2. Масса 1 м труб подсчитана при плотности стали равной 7,85 г/см 3 . Оцинкованные трубы тяжелее неоцинкованных на 3 %.
1.3. Предельные отклонения по размерам труб не должны превышать указанных в табл. 3.
Таблица 3
|
Размеры труб |
Предельные отклонения для труб точности изготовления |
|
|
повышенной |
||
|
Наружный диаметр с условным проходом: |
||
|
до 40 мм включ. |
||
|
- 0,5 |
||
|
Наружный диаметр с условным проходом: свыше 40 мм |
||
|
- 1,0 |
||
|
Толщина стенки |
- 15 % |
- 10 % |
Примечания :
1. Предельное отклонение в плюсовую сторону по толщине стенки ограничивается предельными отклонениями по массе труб.
2. Трубы обычной точности изготовления применяют для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.
1.4. Предельные отклонения по массе труб не должны превышать +8 %.
По требованию потребителя предельные отклонения по массе не должны превышать:
7,5 % - для партии;
10 % - для отдельной трубы.
(Измененная редакция, Изм. № 2, 5).
1.5. Кривизна труб на 1 м длины не должна превышать:
2 мм - с условным проходом до 20 мм включ.;
1,5 мм - с условным проходом свыше 20 мм.
1.6. Резьба на трубах может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в табл. 4.
2.2. По требованию потребителя на концах труб, подлежащих сварке, с толщиной стенки 5 мм и более, должны быть сняты фаски под углом 35-40° к торцу трубы. При этом должно быть оставлено торцовое кольцо шириной 1 - 3 мм.
По требованию потребителя на обыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1; 2.2. (Измененная редакция, Изм. № 3, 4).
2.3. По требованию потребителя трубы укомплектовывают муфтами, изготовленными по ГОСТ 8944 , ГОСТ 8954 , ГОСТ 8965 и ГОСТ 8966 из расчета одна муфта на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности труб не допускаются трещины, плены, вздутия и закаты.
На торцах труб не допускаются расслоения.
Допускаются отдельные вмятины, рябизна, риски, следы зачистки и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.
На трубах, изготовленных методом печной сварки, допускается в месте шва уменьшение наружного диаметра до 0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру не более 1,0 мм.
(Измененная редакция, Изм. № 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности шва труб грат должен быть срезан или сплющен, при этом высота грата или его следов не должна превышать 0,5 мм.
По требованию потребителя на трубах условным проходом более 15 мм, изготовленных методом печной сварки и способом горячего редуцирования, на внутренней поверхности труб в зоне шва допускается пологое утолщение высотой не более 0,5 мм.
(Измененная редакция, Изм. № 2, 3, 4, 5, 6).
2.6. Концы труб должны быть обрезаны под прямым углом. Допускается величина скоса торца не более 2° . Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускается образование притупления (закругления) торцов. Допускается порезка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6-25 мм, изготовленных методом печной сварки, допускаются заусенцы до 1 мм.
(Измененная редакция, Изм. № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.
На поверхности оцинкованных труб не допускается пузырчатость и посторонние включения (гартцинк, окислы, спекшаяся шихта), отслаивание покрытия от основного металла.
Допускаются отдельные флюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатость и незначительные местные наплывы цинка.
Допускается исправление отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307 .
(Измененная редакция, Изм. № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см 2) - трубы, обыкновенные и легкие;
3,1 МПа (32 кгс/см 2) - трубы усиленные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см 2)
2.9. Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на загиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм - на оправке радиусом, равным 3,5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание на раздачу:
для труб условным проходом от 15 до 50 мм - не менее 7 %;
для труб с условным проходом 65 и более - не менее 4 %.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющиваемыми поверхностями, равного 2 / 3 наружного диаметра труб.
2.8, 2.9. (Измененная редакция, Изм. № 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для деталей водопроводных и газопроводных конструкций должны соответствовать ГОСТ 1050 .
2.11. Резьба труб должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357, классу точности В.
Трубы с цилиндрической резьбой применяются при сборке с уплотнителями.
2.10; 2.11. (Измененная редакция, Изм. № 3, 4).
2.12. В месте шва допускается чернота на нитках резьбы, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
Допускаются на резьбе нитки с сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии, что их длина в сумме не превышает 10 % требуемой длины резьбы, а по требованию потребителя не превышает 5 %.
2.13. Допускается на резьбе уменьшение полезной длины резьбы (без сбега) до 15 % по сравнению с указанной в , а по требованию потребителя до 10 %.
2.12., 2.13. (Измененная редакция, Изм. № 2, 3, 5).
2.14. Нанесение резьбы на оцинкованные трубы проводят после оцинкования.
2.15. (Исключен, Изм. № 3).
2.16. По требованию потребителя сварные швы труб подвергают контролю неразрушающими методами.
(Измененная редакция, Изм. № 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве в соответствии с ГОСТ 10692 с дополнением для труб, предназначенных для изготовления деталей водопроводных и газопроводных конструкций, из стали по ГОСТ 1050 : химический состав и механические свойства стали в соответствии с документом о качестве предприятия-изготовителя заготовки.
Масса партии не более 60 т.
(Измененная редакция, Изм. № 3, 4).
3.2. Проверке поверхности, размеров и кривизны подвергают каждую трубу партии.
Допускается применять статистические методы контроля по ГОСТ 18242 с нормальным уровнем. Планы контроля устанавливаются по согласованию изготовителя с потребителем.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от торца трубы.
(Измененная редакция, Изм. № 3, 4, 5).
3.3. Для контроля параметров резьбы, для испытания на раздачу, сплющивание, загиб, высоту внутреннего грата, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механических свойств отбирают не более 1 %, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, - две трубы от партии.
(Измененная редакция, Изм. № 3, 4).
3.4. Контролю массы подвергают все трубы.
(Измененная редакция, Изм. № 3).
3.5. Испытанию гидравлическим давлением подвергают каждую трубу. При 100 %-ном контроле качества сварного шва неразрушающими методами испытание гидравлическим давлением допускается не проводить. При этом способность труб выдерживать испытательное гидравлическое давление гарантируется.
(Измененная редакция, Изм. № 6).
3.6. Для проверки толщины цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности отбирают две трубы от партии.
(Измененная редакция, Изм. № 2).
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы вырезают по одному образцу для каждого вида испытаний.
Испытание на растяжение проводят по ГОСТ 10006 . Допускается взамен испытания на растяжение проводить контроль механических свойств неразрушающими методами.
(Измененная редакция, Изм. № 3, 6).
4.2. Осмотр поверхности труб производят визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на загиб проводят по ГОСТ 3728 . Оцинкованные трубы испытывают до нанесения покрытия.
(Измененная редакция, Изм. № 3).
4.4а. Испытание на раздачу проводят по ГОСТ 8694 на конической оправке с углом конусности 6° .
Допускается проведение испытания на оправке с углом конусности 30 ° .
(Измененная редакция, Изм. № 3, 4).
4.4б. Испытание на сплющивание проводят по ГОСТ 8695 .
(Измененная редакция, Изм. № 3).
4.4в. Контроль сварного шва проводят неразрушающими методами по нормативно-технической документации.
(Введен дополнительно, Изм. № 3).
4.5. Толщину цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности контролируют по ГОСТ 9.301 и ГОСТ 9.302 , а также приборами типов МТ-41НЦ, МТЗОН или типа «Импульс» по нормативно-технической документации.
4.6. Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533 (третий класс точности).
При этом ввинчиваемость непроходного калибра-кольца на резьбу должна быть не более трех оборотов.
(Измененная редакция, Изм. № 3, 4).
4.7. Кривизну труб контролируют поверочной линейкой по ГОСТ 8026 и набором щупов по НД.
(Измененная редакция, Изм. № 3, 5).
4.8. Прямой угол концов труб контролируют угольником 90° размером 160
´ 100 мм класса 3 ГОСТ 3749 , пластинчатыми щупами набора 4 по НД или угломером(Измененная редакция, Изм. № 3, 4, 5, 6).
4.10. Контроль сварного шва проводят неразрушающими методами по технической документации.
(Введен дополнительно, Изм. № 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировку, упаковку, транспортирование и хранение проводят по ГОСТ 10692 с дополнением.
5.1.1. Резьба труб должна быть защищена от механических повреждений и коррозии смазкой по нормативно-технической документации.
Разд. 5. (Измененная редакция, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР 4.4
7. Переиздание с Изменениями № 1, 2, 3, 4, 5, 6, утвержденными в ноябре 1977 г., декабре 1978 г., январе 1987 г., мае 1988 г., ноябре 1989 г., ноябре 1991 г. (ИУС 1-78, 2-79, 4-87, 8-88, 2-90, 2-92)
В компании «МирМет» вы всегда можете приобрести водогазопроводные трубы по демократичным ценам. Мы реализуем изделия из углеродистой стали различных марок и предлагаем трубы водогазопроводные повышенной точности и обычной точности различных диаметров и вида. Сортамент изделий достаточно широк и на нашем сайте можно купить трубы мерной, немерной и кратной мерной длины.
Для заказа необходимо связаться с нашими менеджерами по указанным телефонам или самостоятельно через онлайн систему.
Почему у нас заказывают водогазопроводные трубы?
Доступные цены
Цена формируется исходя из сложности и объема работ. Система скидок и бонусов для постоянных клиентов

Высокое качество
Вы можете быть в нас уверены!
Мы успешно осуществляем свою
деятельность на рынке металлопроката с
2007
года

Короткие сроки
Производственные мощности компании позволяют реализовывать заказы в самые сжатые сроки и без задержек
Где купить в Москве
На нашем сайте легко сделать онлайн заказ или выбрать способ обратной связи. Вся необходимая информация представлена на нашей электронной странице. При возникших вопросах по поводу металлопрокатной продукции можно обратиться к нашим менеджерам. Доставка осуществляется не только по Москве и Московской области, мы доставляем продукцию спецтехникой в любой регион России. Забрать заказ можно и самостоятельно по адресу: Московская область, Люберецкий район, пос. Томилино, ул. Гоголя 39/1, складская база «Лазурь». Мы ждем Вас!
Цены на водогазопроводные трубы
| № п.п. | Наименование и характеристики | Цена | Ед. изм. |
|---|---|---|---|
| 1 | Труба ВГП 15х2,8 | 36490.00 | руб./тн. |
| 2 | Труба ВГП 15х2,8 | 36490.00 | руб./тн. |
| 3 | Труба ВГП 20х2,8 | 34490.00 | руб./тн. |
| 4 | Труба ВГП 20х2,8 | 34490.00 | руб./тн. |
| 5 | Труба ВГП 25х3,2 | 34490.00 | руб./тн. |
| 6 | Труба ВГП 25х3,2 | 34490.00 | руб./тн. |
| 7 | Труба ВГП 100х4,5 | 34650.00 | руб./тн. |
| 8 | Труба ВГП 32х3,2 | 34690.00 | руб./тн. |
| 9 | Труба ВГП 80х4,0 | 34990.00 | руб./тн. |
| 10 | Труба ВГП 40х3,5 | 32890.00 | руб./тн. |
| 11 | Труба ВГП 65х4 | 34690.00 | руб./тн. |
| 12 | Труба ВГП 50х3,5 | 33990.00 | руб./тн. |
| 13 | Труба ВГП 15х2,5 | Договорная | руб./тн. |
| 14 | Труба ВГП 20х2,5 | Договорная | руб./тн. |
| 15 | Труба ВГП 25х2,8 | Договорная | руб./тн. |
| 16 | Труба ВГП 32х2,5 | Договорная | руб./тн. |
| Условный проход, мм | Наружный диаметр, мм | Диаметр, дюйм | Толщина стенки труб, мм | Масса метра труб, кг | Метров в тонне |
|---|---|---|---|---|---|
| 6 | 10,2 | 1/4 | 2,0 | 0,4 | 2500,0 |
| 15 | 21,3 | 1/2 | 2,8 | 1,28 | 781,3 |
| 20 | 26,8 | 3/4 | 2,8 | 1,66 | 602,4 |
| 25 | 33,5 | 1 | 3,2 | 2,39 | 418,4 |
| 32 | 42,3 | 11/4 | 3,2 | 3,09 | 323,6 |
| 40 | 48,0 | 11/2 | 3,5 | 3,84 | 260,4 |
Почему стоит купить
При строительстве водогазопроводная труба является незаменимым элементом. Без водоснабжения не обходится ни одно хозяйство, бытовое или сельскохозяйственного назначения, оно необходимо и на производстве. Изделия из стали могут применяться в закрытых помещениях и на открытой местности в отличие от труб из других материалов.
Наша компания рада предложить все разнообразие водогазопроводных труб от лучших заводов-производителей по оптимальным ценам. Качество продукции гарантируется международными техническими стандартами. Купив у нас, вы можете быть уверенным в том, что любой тип стального изделия обладает необходимыми характеристиками и надежно прослужит весь запланированный срок.
Сфера применения
Труба стальная водогазопроводная эксплуатируется в совершенно различных условиях, поэтому к качеству сварного шва на последнем этапе ее изготовления предъявляются повышенные требования. Соединение, полученное с помощью электросварки, проверяется рентгенографическим методом.
Транспортируемые вещества по водогазопроводной трубе обладают различной химической активностью. Трубы обычной точности используются в системах отопления, водо- и газопровода бытового назначения. У труб с повышенной точностью нормируется наружный диаметр и толщина стенки с допустимыми размерами отклонений. Такие изделия применяются для изготовления деталей глобальных водо- газопроводных систем.
Трубы водогазопроводные благодаря таким показателям как прочность, предел допустимого внутреннего давления, теплопроводность и герметичность используются при монтаже систем отопления, для организации газо- и водопровода в зданиях промышленного назначения, учебных заведений, административных зданий, торговых комплексов, жилых многоквартирных и частных домов.
Преимущества водогазопроводных труб
Труба водогазопроводная может использоваться на открытой местности, так как производится из стали и обладает всеми преимуществами этого материала. Также труба обладает:
- газовой непроницаемостью;
- высокой прочностью;
- долгим сроком службы (более 50 лет);
- низким коэффициентом расширения.
Трубы не деформируются от воздействия высоких температур, которые могли бы повлиять на трубы из полимерного материала, выдерживают трубы и промерзание транспортирующейся жидкости.
При этом изделие имеет очень доступную стоимость. Стальные изделия могут быть оцинкованными не оцинкованными, иметь резьбу или изготавливаться без нее. Благодаря разнообразию сортамента, своим прочностным характеристикам трубы применяются в очень многих сферах жизнедеятельности.
Важным параметром труб из металлических сплавов является диаметр.
Классификация изделий по этой характеристике даст возможность осуществить расчет проекта по транспортировке конкретного вещества по трубопроводу.
При решении поставленных задач наряду с диаметром используется толщина стенок трубы.
Метрологические стандарты
Стандартизация параметров стальных изделий облегчит работу проектировщиков в выборе моделей, которые будут использоваться при сборке трубопровода.
Перед обсуждением диаметров труб ВГП () для конкретного трубопровода, необходимо разобраться с характеристиками размеров.
Сокращение ВГП означает- водогазопроводные .
Трубы с такой маркировкой применяют при прокладке водопроводов или газопроводов.
Современное производство предлагает большой ассортимент изделий, которые изготавливают из разных материалов.
В этих условиях специализированная труба пользуется повышенным спросом у строителей и эксплуатационников.
ГОСТ определяет не только диаметры трубных изделий, но и соответствующие размеры стенок. Необходимые параметры определяется ТУ и ГОСТом.
Виды диаметров
В работе над проектами используют следующие характеристики диаметров стальных трубных изделий:
Главным размерным параметром считается внутренний диаметр трубы ().
Эта характеристика применяется не только к трубам, но и к соединительным элементам.
Наряду с диаметром, используют сопутствующую величину – толщину стенок изделий.
При строительстве, используется большой сортамент стальных изделий и аналоги из полимерных материалов.
Это стало причиной разработки специализированных нормативных документов – таблиц диаметров труб из стали.
 Принятые меры помогают определить соответствия стальных труб с полимерными изделиями.
Принятые меры помогают определить соответствия стальных труб с полимерными изделиями.
Такие таблицы позволят выбрать оптимальный вариант изделий из металлопроката для создания трубопроводов различного назначения.
Что, в конечном счете, существенно облегчает труд специалистов и работников, занятых в разработке проектов и сооружении магистральных линий.
Системы измерений
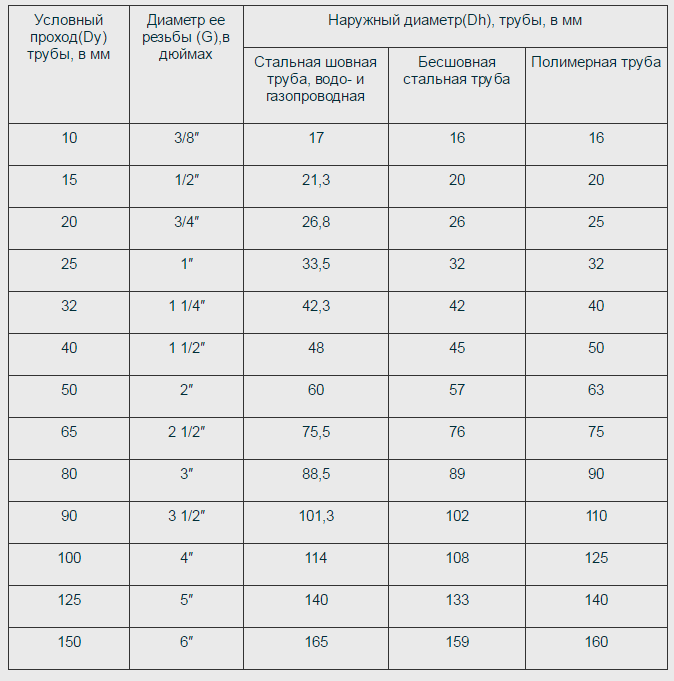
Таблица показывает размер труб разного типа. Показаны данные в миллиметрах и дюймах.
Стальные трубы не сдают позиций и до сих пор являются основным материалом для прокладки газовых и водных магистралей.
В работе используют диаметры труб, обозначенные в дюймах. При таком подходе не возникает трудностей во время монтажа трубопровода.
А что вы знаете про ? Какие устанавливаются на стене и какие на полу под плиткой, написано в полезной статье.
Схема отопления с твердотопливным котлом и теплоаккумулятором опубликована .
В таких случаях на помощь проектировщикам приходят таблицы размеров труб из стали.
Стандарт показывает точный метрический размер изделий из стали и соответствие полимерным трубам.
Стандартный ряд диаметров, который используется в большинстве стран (мм): 6, 10, 15, 20, 25, 32, 40, 50, 65, 80, 100, 110, 125, 200 и так далее.
Так же при проектировании используются размеры в дюймах. При переводе учитывают, что один дюйм — 2,54 сантиметра.
Для монтажа трубопроводов жилых построек с использованием стальных изделий берут трубы с внутренними диаметрами 15, 20 или 32 миллиметра (про ГОСТы на краны шаровые, латунные, муфтовые прочитайте ).
Изделия больших размеров используют при прокладке канализационных магистралей (глубина закладки трубы в частном доме указана на странице).
Технология изготовления трубных изделий
В производстве труб ВГП применяют углеродистые сплавы.
Технология изготовления углеродистой стали состоит из трех этапов:
- подготовка штрипса с требуемыми характеристиками толщины и ширины;
- формирование изделия из полосы на специальном оборудовании;
- создание шва с помощью электрической сварки.
Параметры, которым соответствуют сварные стальные изделия определенных сечений, прописаны в положениях ГОСТ 3262-75 .
Трубные изделия, используемые в газопроводах, водопроводах различного назначения испытывают серьезные нагрузки.
Время эксплуатации зависит от условий и рабочего вещества. Это предъявляет повышенные требования к качеству сварных швов.
Сварочное соединение в обязательном порядке проверяется рентгенографическим контролем.
Методика расчетов сечений
Точные размеры труб помогают сделать предварительный расчет транспортируемых объемов рабочего вещества.
Что, в свою очередь, позволит предсказать нагрузки на конструкцию.
На производствах необходимыми расчетами занимаются специалисты.
Частный дом или квартира предъявляют требования, при которых важно знать особенности тех или иных трубных изделий.
При ремонте или монтаже отопления собственного дома диаметр изделий рассчитывается таким образом, чтобы получившаяся конструкция работала с максимальной теплоотдачей в зимний период.
Размеры изделий из стали , полимеров или армированных исполнений рассчитываются самостоятельно. Это возможно сделать, не используя специальные таблицы.
Диаметр трубных изделий, которые будут использованы для монтажа, например, накопительного бака для обратного осмоса (принцип работы описан ), отопления, определяются формулой:
D=sqrt((314*Q)/(V*DT)) , где:
- D – диаметр внутреннего просвета;
- Q – мощность теплового потока, кВт;
- V – скорость воды, м/сек;
- sqrt – квадратный корень;
- DT – разница температур на входе в систему и выходе.
Использование специальных таблиц позволит оптимизировать проектные работы, упростит подбор изделий с нужными параметрами. Такой подход даст экономию трудовых и финансовых затрат.
Во время просмотра видео, вы узнаете про размеры стальных труб и сферы, в которых они применяются.
УДК 669.14-462:006.354 Группа В62
ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОПРОВОДНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 3262-75
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОПРОВОДНЫЕГОСТ
Технические условия 3262-75
Water-supply and gas-supply steel pipes
Technical conditions
ОКП 138500, ОКП 138501
Дата введения 01.01.77
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций.
1. СОРТАМЕНТ
1.1. Трубы изготовляют по размерам и массе, приведенным в табл. 1.
По требованию потребителя трубы легкой серии, предназначенные под накатку резьбы, изготовляют по размерам и массе, приведенным в табл. 2.
1.2. По длине трубы изготовляют от 4 до 12 м:
а) мерной или кратной мерной длины с припуском на каждый рез по 5 мм и предельным отклонением на всю длину плюс 10 мм;
б) немерной длины.
По согласованию изготовителя с потребителем в партии немерных труб допускается до 5 % труб длиной от 1,5 до 4 м.
Таблица 1
Условный проход | Наружный диаметр | Толщина стенки труб | Масса 1 м труб, кг |
||||
легких | обыкновенных | усиленных | легких | обыкновенных | усиленных |
||
10,2 | 1,8 | 2,0 | 2,5 | 0,37 | 0,40 | 0,47 |
|
13,5 | 2,0 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
|
10 | 17,0 | 2,0 | 2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
15 | 21,3 | 2,35 | 1,10 | ||||
15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
20 | 26,8 | 2,35 | 1,42 | ||||
20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,5 | 1,66 | 1,86 |
25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
65 | 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
80 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
Таблица 2
Условный проход | Наружный диаметр | Толщина стенки | Масса 1 м труб, кг |
10 | 16 | 2,0 | 0,69 |
15 | 20 | 2,5 | 1,08 |
20 | 26 | 2,5 | 1,45 |
25 | 32 | 2,8 | 2,02 |
32 | 41 | 2,8 | 2,64 |
40 | 47 | 3,0 | 3,26 |
50 | 59 | 3,0 | 4,14 |
65 | 74 | 3,2 | 5,59 |
Примечания:
1. Для резьбы, изготовленной методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
2. Масса 1 м труб подсчитана при плотности стали равной 7,85 г/см 3 . Оцинкованные трубы тяжелее неоцинкованных на 3 %.
(Измененная редакция, Изм. № 1, 3)
1.3. Предельные отклонения по размерам труб не должны превышать указанных в табл. 3.
Таблица 3
Размеры труб | Предельные отклонения для труб точности изготовления |
|
обычной | повышенной |
|
Наружный диаметр с условным проходом: | ||
до 40 мм включ. | 0,4 мм | 0,4 мм |
0,5 мм | 0,4 мм |
|
Свыше 40 мм | 0,8 % | 0,8 % |
1,0 % | 0,8 % |
|
Толщина стенки | 15 % | 10 % |
Примечания:
1. Предельное отклонение в плюсовую сторону по толщине стенки ограничивается предельными отклонениями по массе труб.
2. Трубы обычной точности изготовления применяют для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.
1.4. Предельные отклонения по массе труб не должны превышать + 8 %.
По требованию потребителя предельные отклонения по массе не должны превышать:
7,5 % - для партии;
10 % - для отдельной трубы.
(Измененная редакция, Изм. № 2, 5).
1.5. Кривизна труб на 1 м длины не должна превышать:
2 мм - с условным проходом до 20 мм включ.;
1,5 мм - с условным проходом свыше 20 мм.
1.6. Резьба на трубах может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в табл. 4.
Таблица 4
Условный проход, мм | Длина резьбы до сбега | Условный проход, мм | Число ниток при условном проходе | Длина резьбы до сбега |
|||
длинной | короткой | длинной | короткой |
||||
50 | 11 | 24 | 17,0 |
||||
65 | 11 | 27 | 19,5 |
||||
10 | 80 | 11 | 30 | 22,0 |
|||
15 | 14 | 14 | 9,0 | 90 | 11 | 33 | 26,0 |
20 | 14 | 16 | 10,5 | 100 | 11 | 36 | 30,0 |
25 | 11 | 18 | 11,0 | 125 | 11 | 38 | 33,0 |
32 | 11 | 20 | 13,0 | 150 | 11 | 42 | 36,0 |
40 | 11 | 22 | 15,0 | ||||
1.7. Трубы с условным проходом 6, 8, 10, 15 и 20 мм по требованию потребителя сматывают в бунты.
Примеры условных обозначений
Труба обыкновенная, неоцинкованная, обычной точности изготовления, немерной длины, с условным проходом 20 мм, толщиной стенки 2,8 мм, без резьбы и без муфты:
Труба 20 х 2,8 ГОСТ 3262-75
То же, с муфтой:
Труба М-20 х 2,8 ГОСТ 3262-75
То же, мерной длины, с резьбой:
Труба Р-20 х 2,8 - 4000 ГОСТ 3262-75
То же, с цинковым покрытием, немерной длины, с резьбой:
Труба Ц-Р-20 х 2,8 ГОСТ 3262-75
То же, с цинковым покрытием, мерной длины, с резьбой:
Труба Ц-Р-20 х 2,8 - 4000 ГОСТ 3262-75
Для труб под накатку резьбы в условном обозначении после слова «труба» указывается буква Н.
Для труб с длинной резьбой в условном обозначении после слова «труба» указывается буква Д.
Для труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
(Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке, из сталей по ГОСТ 380-88 и ГОСТ 1050-88 без нормирования механических свойств и химического состава.
Трубы для деталей водопроводных и газопроводных конструкций изготовляют из сталей по ГОСТ 1050-88.
2.2. По требованию потребителя на концах труб, подлежащих сварке, с толщиной стенки 5 мм и более, должны быть сняты фаски под углом 35-40° к торцу трубы. При этом должно быть оставлено торцовое кольцо шириной 1 - 3 мм.
По требованию потребителя на обыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1; 2.2. (Измененная редакция, Изм. № 3, 4).
2.3. По требованию потребителя трубы укомплектовывают муфтами, изготовленными по ГОСТ 8944-75, ГОСТ 8954-75, ГОСТ 8965-75 и ГОСТ 8966-75 из расчета одна муфта на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности труб не допускаются трещины, плены, вздутия и закаты.
На торцах труб не допускаются расслоения.
Допускаются отдельные вмятины, рябизна, риски, следы зачистки и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.
На трубах, изготовленных методом печной сварки, допускается в месте шва уменьшение наружного диаметра до 0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру не более 1,0 мм.
(Измененная редакция, Изм. № 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности шва труб грат должен быть срезан или сплющен, при этом высота грата или его следов не должна превышать 0,5 мм.
По требованию потребителя на трубах условным проходом более 15 мм, изготовленных методом печной сварки и способом горячего редуцирования, на внутренней поверхности труб в зоне шва допускается пологое утолщение высотой не более 0,5 мм.
(Измененная редакция, Изм. № 2, 3, 4, 5, 6).
2.6. Концы труб должны быть обрезаны под прямым углом. Допускается величина скоса торца не более 2° . Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускается образование притупления (закругления) торцов. Допускается порезка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6-25 мм, изготовленных методом печной сварки, допускаются заусенцы до 1 мм.
(Измененная редакция, Изм. № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.
На поверхности оцинкованных труб не допускается пузырчатость и посторонние включения (гартцинк, окислы, спекшаяся шихта), отслаивание покрытия от основного металла.
Допускаются отдельные флюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатость и незначительные местные наплывы цинка.
Допускается исправление отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307-89.
(Измененная редакция, Изм. № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см 2) - трубы, обыкновенные и легкие;
3,1 МПа (32 кгс/см 2) - трубы усиленные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см 2)
(Измененная редакция, Изм. № 2, 3, 5).
2.9. Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на загиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм - на оправке радиусом, равным 3,5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание на раздачу:
для труб условным проходом от 15 до 50 мм - не менее 7 %;
для труб с условным проходом 65 и более - не менее 4 %.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющиваемыми поверхностями, равного 2 / 3 наружного диаметра труб.
(Измененная редакция, Изм. № 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для деталей водопроводных и газопроводных конструкций должны соответствовать ГОСТ 1050-88.
2.11. Резьба труб должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357-81, классу точности В.
Трубы с цилиндрической резьбой применяются при сборке с уплотнителями.
2.10; 2.11. (Измененная редакция, Изм. № 3, 4).
2.12. В месте шва допускается чернота на нитках резьбы, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
Допускаются на резьбе нитки с сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии, что их длина в сумме не превышает 10 % требуемой длины резьбы, а по требованию потребителя не превышает 5 %.
(Измененная редакция, Изм. № 2, 3, 5).
2.13. Допускается на резьбе уменьшение полезной длины резьбы (без сбега) до 15 % по сравнению с указанной в табл. 4, а по требованию потребителя до 10 %.
(Измененная редакция, Изм. № 2, 3, 5).
2.14. Нанесение резьбы на оцинкованные трубы проводят после оцинкования.
2.15. (Исключен, Изм. № 3).
2.16. По требованию потребителя сварные швы труб подвергают контролю неразрушающими методами.
(Измененная редакция, Изм. № 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве в соответствии с ГОСТ 10692-80 с дополнением для труб, предназначенных для изготовления деталей водопроводных и газопроводных конструкций, из стали по ГОСТ 1050-88: химический состав и механические свойства стали в соответствии с документом о качестве предприятия-изготовителя заготовки.
Масса партии не более 60 т.
(Измененная редакция, Изм. № 3, 4).
3.2. Проверке поверхности, размеров и кривизны подвергают каждую трубу партии.
Допускается применять статистические методы контроля по ГОСТ 18242-72 с нормальным уровнем. Планы контроля устанавливаются по согласованию изготовителя с потребителем.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от торца трубы.
(Измененная редакция, Изм. № 3, 4, 5).
3.3. Для контроля параметров резьбы, для испытания на раздачу, сплющивание, загиб, высоту внутреннего грата, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механических свойств отбирают не более 1 %, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, - две трубы от партии.
(Измененная редакция, Изм. № 3, 4).
3.4. Контролю массы подвергают все трубы.
(Измененная редакция, Изм. № 3).
3.5. Испытанию гидравлическим давлением подвергают каждую трубу. При 100%-ном контроле качества сварного шва неразрушающими методами испытание гидравлическим давлением допускается не проводить. При этом способность труб выдерживать испытательное гидравлическое давление гарантируется.
(Измененная редакция, Изм. № 6).
3.6. Для проверки толщины цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности отбирают две трубы от партии.
(Измененная редакция, Изм. № 2).
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы вырезают по одному образцу для каждого вида испытаний.
Испытание на растяжение проводят по ГОСТ 10006-80. Допускается взамен испытания на растяжение проводить контроль механических свойств неразрушающими методами.
4.2. Осмотр поверхности труб производят визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845-75 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на загиб проводят по ГОСТ 3728-78. Оцинкованные трубы испытывают до нанесения покрытия.
(Измененная редакция, Изм. № 3).
4.4а. Испытание на раздачу проводят по ГОСТ 8694-75 на конической оправке с углом конусности 6° .
Допускается проведение испытания на оправке с углом конусности 30 ° .
(Измененная редакция, Изм. № 3, 4).
4.4б. Испытание на сплющивание проводят по ГОСТ 8695-75.
(Измененная редакция, Изм. № 3).
4.4в. Контроль сварного шва проводят неразрушающими методами по нормативно-технической документации.
(Введен дополнительно, Изм. № 3).
4.5. Толщину цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности контролируют по ГОСТ 9.301-86 и ГОСТ 9.302-88, а также приборами типов МТ-41НЦ, МТЗОН или типа «Импульс» по нормативно-технической документации.
4.6. Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533-88 (третий класс точности).
При этом ввинчиваемость непроходного калибра-кольца на резьбу должна быть не более трех оборотов.
(Измененная редакция, Изм. № 3, 4).
4.7. Кривизну труб контролируют поверочной линейкой по ГОСТ 8026-92 и набором щупов по ТУ 2-034-225-87.
(Измененная редакция, Изм. № 3, 5).
4.8. Прямой угол концов труб контролируют угольником 90° размером 160х100 мм класса 3 ГОСТ 3749-77, пластинчатыми щупами набора 4 ТУ 2-034-225-87 или угломером ГОСТ 5378-88. Угол скоса фаски контролируют угломером по ГОСТ 5378-88.
(Измененная редакция, Изм. № 3, 6).
4.9. Контроль наружного диаметра проводят гладкими микрометрами по ГОСТ 6507-90, калибрами-скобами по ГОСТ 2216-84 или ГОСТ 18362-73.
Толщину стенки, высоту внутреннего грата и высоту заусенцев измеряют микрометром по ГОСТ 6507-90 или стенкомером по ГОСТ 11358-89 с обоих концов трубы.
Длину труб измеряют рулеткой по ГОСТ 7502-89. Резьбу контролируют калибрами по ГОСТ 2533-88.
Контроль массы партии труб проводят на весах не более 10 т с ценой деления не более 20 кг.
(Измененная редакция, Изм. № 3, 4, 5, 6).
4.10. Контроль сварного шва проводят неразрушающими методами по технической документации.
(Введен дополнительно, Изм. № 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировку, упаковку, транспортирование и хранение проводят по ГОСТ 10692-80 с дополнением.
5.1.1. Резьба труб должна быть защищена от механических повреждений и коррозии смазкой по нормативно-технической документации.
Разд. 5. (Измененная редакция, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
В. И. Стружок , канд. техн. наук, В. М. Ворона , канд. техн. наук, Ю. М. Миронов , канд. техн. нук, А. И. Постолова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11.09.75 № 2379
3. Периодичность проверки 5 лет
4. ВЗАМЕН ГОСТ 3262-62
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Номер пункта |
|
ГОСТ 9.301-86 | 4.5 |
ГОСТ 9.302-88 | 4.5 |
ГОСТ 9.307-89 | 2.7 |
ГОСТ 380-88 | 2.1 |
ГОСТ 1050-88 | 2.1, 2.10, 3.1 |
ГОСТ 2216-84 | 4.9 |
ГОСТ 2533-88 | 4.6, 4.9 |
ГОСТ 3728-78 | 4.4 |
ГОСТ 3749-77 | 4.8 |
ГОСТ 3845-75 | 4.3 |
ГОСТ 5378-88 | 4.8 |
ГОСТ 6357-81 | 2.11 |
ГОСТ 6507-90 | 4.9 |
ГОСТ 7502-89 | 4.9 |
ГОСТ 8026-92 | 4.7 |
ГОСТ 8694-75 | 4.4а |
ГОСТ 8695-75 | 4.4б |
ГОСТ 8944-75 | 2.3 |
ГОСТ 8954-75 | 2.3 |
ГОСТ 8965-75 | 2.3 |
ГОСТ 8966-75 | 2.3 |
ГОСТ 10006-80 | 4.1 |
ГОСТ 10692-80 | 3.1 |
ГОСТ 11358-89 | 4.9 |
ГОСТ 18242-72 | 3.2 |
ГОСТ 18363-73 | 4.9 |
ТУ 2-034-225-88 | 4.7, 4.8 |
6. Переиздание (май 1994 г.) с Изменениями № 1, 2, 3, 4, 5, 6, утвержденными в ноябре 1977 г., декабре 1978 г., январе 1987 г., мае 1988 г., ноябре 1989 г., ноябре 1991 г. (ИУС 1-78, 2-79, 4-87, 8-88, 2-90, 2-92)
ТРУБЫ СТАЛЬНЫЕВОДОГАЗОПРОВОДНЫЕ
ТЕХНИЧЕСКИЕУСЛОВИЯ
ГОСТ 3262-75
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙСТАНДАРТ СОЮЗА ССР
Дата введения 01.01.77
Настоящий стандартраспространяется на неоцинкованные и оцинкованные стальные сварные трубы снарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые дляводопроводов и газопроводов, систем отопления, а также для деталейводопроводных и газопроводных конструкций.
1. СОРТАМЕНТ
1.1. Трубы изготовляют поразмерам и массе, приведенным в табл. 1.
По требованию потребителятрубы легкой серии, предназначенные под накатку резьбы, изготовляют по размерами массе, приведенным в табл. 2.
(Измененная редакция, Изм. № 1 , 3 ).
1.2. По длине трубыизготовляют от 4 до 12 м:
мерной или кратной мернойдлины с припуском на каждый рез по 5 мм и предельным отклонением на всю длинуплюс 10 мм;
немерной длины.
По согласованию изготовителяс потребителем в партии немерных труб допускается до 5 % труб длиной от 1,5 до4 м.
Таблица 1
Размеры, мм
| Условный проход | Наружный диаметр | Толщина стенки труб | Масса 1 м труб, кг |
||||
| обыкновенных | усиленных | обыкновенных | усиленных |
||||
Таблица 2
Размеры, мм
| Условный проход | Наружный диаметр | Толщина стенки | Масса 1 м труб, кг |
Примечания:
1. Для резьбы,изготовленной методом накатки, на трубе допускается уменьшение ее внутреннегодиаметра до 10 % по всей длине резьбы.
2. Масса 1 м труб подсчитана при плотности стали равной 7,85 г/см 3 .Оцинкованные трубы тяжелее неоцинкованных на 3 %.
1.3. Предельные отклоненияпо размерам труб не должны превышать указанных в табл. 3.
Таблица 3
| Размеры труб | Предельные отклонения для труб точности изготовления |
|
| повышенной |
||
| Наружный диаметр с условным проходом: | ||
| до 40 мм включ. | ||
| - 0,5 |
||
| Наружный диаметр с условным проходом: свыше 40 мм | ||
| - 1,0 |
||
| Толщина стенки | - 15 % | - 10 % |
Примечания :
1. Предельное отклонениев плюсовую сторону по толщине стенки ограничивается предельными отклонениями помассе труб.
2. Трубыобычной точности изготовления применяют для водопроводов, газопроводов и системотопления. Трубы повышенной точности изготовления применяют для деталейводопроводных и газопроводных конструкций.
1.4. Предельные отклоненияпо массе труб не должны превышать +8 %.
По требованию потребителяпредельные отклонения по массе не должны превышать:
7,5 % - для партии;
10 % - для отдельнойтрубы.
(Измененная редакция, Изм. № 2, 5).
1.5. Кривизна труб на 1 мдлины не должна превышать:
2 мм - с условным проходомдо 20 мм включ.;
1,5 мм - с условным проходомсвыше 20 мм.
1.6. Резьба на трубах можетбыть длинной или короткой. Требования к резьбе должны соответствовать указаннымв табл. 4.
2.2. По требованиюпотребителя на концах труб, подлежащих сварке, с толщиной стенки 5 мм и более,должны быть сняты фаски под углом 35-40° к торцу трубы. Приэтом должно быть оставлено торцовое кольцо шириной 1 - 3 мм.
По требованию потребителя наобыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносятна оба конца трубы.
2.1; 2.2. (Измененная редакция, Изм. № 3, 4).
2.3. По требованиюпотребителя трубы укомплектовывают муфтами, изготовленными по ГОСТ8944 , ГОСТ8954 , ГОСТ8965 и ГОСТ8966 из расчета одна муфта на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности труб недопускаются трещины, плены, вздутия и закаты.
На торцах труб недопускаются расслоения.
Допускаются отдельныевмятины, рябизна, риски, следы зачистки и другие дефекты, обусловленныеспособом производства, если они не выводят толщину стенки за минимальныеразмеры, а также слой окалины, не препятствующий осмотру.
На трубах, изготовленныхметодом печной сварки, допускается в месте шва уменьшение наружного диаметра до0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру неболее 1,0 мм.
(Измененная редакция, Изм. № 3, 4).
2.5. По требованиюпотребителя на трубах с условным проходом 20 мм и более на внутреннейповерхности шва труб грат должен быть срезан или сплющен, при этом высота гратаили его следов не должна превышать 0,5 мм.
По требованию потребителя натрубах условным проходом более 15 мм, изготовленных методом печной сварки испособом горячего редуцирования, на внутренней поверхности труб в зоне швадопускается пологое утолщение высотой не более 0,5 мм.
(Измененная редакция, Изм. № 2, 3, 4, 5, 6).
2.6. Концы труб должны бытьобрезаны под прямым углом. Допускается величина скоса торца не более 2° .Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускаетсяобразование притупления (закругления) торцов. Допускается порезка труб в линиистана.
По согласованию изготовителяс потребителем на трубах с условным проходом 6-25 мм, изготовленных методомпечной сварки, допускаются заусенцы до 1 мм.
(Измененная редакция, Изм. № 4, 6).
2.7. Оцинкованные трубыдолжны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.
На поверхности оцинкованныхтруб не допускается пузырчатость и посторонние включения (гартцинк, окислы,спекшаяся шихта), отслаивание покрытия от основного металла.
Допускаются отдельныефлюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатостьи незначительные местные наплывы цинка.
Допускается исправлениеотдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ9.307 .
(Измененная редакция, Изм. № 3, 4).
2.8. Трубы должнывыдерживать гидравлическое давление:
2,4 МПа (25 кгс/см 2)- трубы, обыкновенные и легкие;
3,1 МПа (32 кгс/см 2)- трубы усиленные.
По требованию потребителятрубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см 2)
2.9. Трубы с условнымпроходом до 40 мм включительно должны выдерживать испытание на загиб вокругоправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм -на оправке радиусом, равным 3,5 наружного диаметра.
По требованию потребителятрубы должны выдерживать испытание на раздачу:
для труб условным проходомот 15 до 50 мм - не менее 7 %;
для труб с условным проходом65 и более - не менее 4 %.
По требованию потребителятрубы должны выдерживать испытание на сплющивание до расстояния междусплющиваемыми поверхностями, равного 2 / 3 наружногодиаметра труб.
2.8,2.9. (Измененная редакция, Изм. № 2, 3, 5).
2.10. По требованиюпотребителя механические свойства труб для деталей водопроводных и газопроводныхконструкций должны соответствовать ГОСТ1050 .
2.11. Резьба труб должнабыть чистой, без рванин и заусенцев и соответствовать ГОСТ6357, классу точности В.
Трубы с цилиндрическойрезьбой применяются при сборке с уплотнителями.
2.10; 2.11. (Измененная редакция, Изм. № 3, 4).
2.12. В месте швадопускается чернота на нитках резьбы, если уменьшение нормальной высоты профилярезьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
Допускаются на резьбе ниткис сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии,что их длина в сумме не превышает 10 % требуемой длины резьбы, а по требованиюпотребителя не превышает 5 %.
2.13. Допускается на резьбеуменьшение полезной длины резьбы (без сбега) до 15 % по сравнению с указанной в , а по требованию потребителядо 10 %.
2.12.,2.13. (Измененная редакция, Изм. № 2, 3, 5).
2.14. Нанесение резьбы наоцинкованные трубы проводят после оцинкования.
2.15. (Исключен, Изм. № 3).
2.16. По требованиюпотребителя сварные швы труб подвергают контролю неразрушающими методами.
(Измененная редакция, Изм. № 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимаютпартиями. Партия должна состоять из труб одного размера, одной марки исопровождаться одним документом о качестве в соответствии с ГОСТ10692 с дополнением для труб, предназначенных для изготовления деталейводопроводных и газопроводных конструкций, из стали по ГОСТ1050 : химический состав и механические свойства стали в соответствиис документом о качестве предприятия-изготовителя заготовки.
Масса партии не более 60 т.
(Измененная редакция, Изм. № 3, 4).
3.2. Проверке поверхности,размеров и кривизны подвергают каждую трубу партии.
Допускается применятьстатистические методы контроля по ГОСТ18242 с нормальным уровнем. Планы контроля устанавливаются по согласованиюизготовителя с потребителем.
Контроль наружного диаметратруб проводят на расстоянии не менее 15 мм от торца трубы.
(Измененная редакция, Изм. № 3, 4, 5).
3.3. Для контроля параметроврезьбы, для испытания на раздачу, сплющивание, загиб, высоту внутреннего грата,остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками),механических свойств отбирают не более 1 %, но не менее двух труб от партии, адля труб, изготовленных методом непрерывной печной сварки, - две трубы отпартии.
(Измененная редакция, Изм. № 3, 4).
3.4. Контролю массыподвергают все трубы.
(Измененная редакция, Изм. № 3).
3.5. Испытаниюгидравлическим давлением подвергают каждую трубу. При 100 %-ном контролекачества сварного шва неразрушающими методами испытание гидравлическимдавлением допускается не проводить. При этом способность труб выдерживатьиспытательное гидравлическое давление гарантируется.
(Измененная редакция, Изм. № 6).
3.6. Для проверки толщиныцинкового покрытия на наружной поверхности и в доступных местах внутреннейповерхности отбирают две трубы от партии.
(Измененная редакция, Изм. № 2).
3.7. При получениинеудовлетворительных результатов испытаний хотя бы по одному из показателей понему проводят повторное испытание на удвоенной выборке.
Результаты повторныхиспытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качестваот каждой отобранной трубы вырезают по одному образцу для каждого видаиспытаний.
Испытание на растяжениепроводят по ГОСТ 10006 .Допускается взамен испытания на растяжение проводить контроль механическихсвойств неразрушающими методами.
(Измененная редакция, Изм. № 3, 6).
4.2. Осмотр поверхности трубпроизводят визуально.
4.3. Гидравлическоеиспытание проводят по ГОСТ 3845 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на загибпроводят по ГОСТ3728 . Оцинкованные трубы испытывают до нанесения покрытия.
(Измененная редакция, Изм. № 3).
4.4а. Испытание на раздачупроводят по ГОСТ8694 на конической оправке с углом конусности 6° .
Допускается проведениеиспытания на оправке с углом конусности 30 ° .
(Измененная редакция, Изм. № 3, 4).
4.4б. Испытание насплющивание проводят по ГОСТ 8695 .
(Измененная редакция, Изм. № 3).
4.4в. Контроль сварного швапроводят неразрушающими методами по нормативно-технической документации.
(Введен дополнительно, Изм. № 3).
4.5. Толщину цинковогопокрытия на наружной поверхности и в доступных местах внутренней поверхностиконтролируют по ГОСТ9.301 и ГОСТ9.302 , а также приборами типов МТ-41НЦ, МТЗОН или типа «Импульс» понормативно-технической документации.
4.6. Резьбу проверяютрезьбовыми калибрами-кольцами по ГОСТ 2533(третий класс точности).
При этом ввинчиваемостьнепроходного калибра-кольца на резьбу должна быть не более трех оборотов.
(Измененная редакция, Изм. № 3, 4).
4.7. Кривизну трубконтролируют поверочной линейкой по ГОСТ 8026 и набором щуповпо НД.
(Измененная редакция, Изм. № 3, 5).
4.8. Прямой угол концов трубконтролируют угольником 90° размером 160 ´ 100 мм класса 3 ГОСТ 3749 ,пластинчатыми щупами набора 4 по НД или угломером
(Измененная редакция, Изм. № 3, 4, 5, 6).
4.10. Контроль сварного швапроводят неразрушающими методами по технической документации.
(Введен дополнительно, Изм. № 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировку, упаковку,транспортирование и хранение проводят по ГОСТ10692 с дополнением.
5.1.1. Резьба труб должнабыть защищена от механических повреждений и коррозии смазкой понормативно-технической документации.
Разд. 5. (Измененная редакция, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР 4.4
7. Переиздание сИзменениями № 1, 2, 3, 4, 5, 6, утвержденными в ноябре 1977 г., декабре 1978г., январе 1987 г., мае 1988 г., ноябре 1989 г., ноябре 1991 г. (ИУС 1-78,2-79, 4-87, 8-88, 2-90, 2-92)


