Шлифовальные круги характеризуются геометрической формой (типом), видом абразивного материала, его зернистостью, типом связки, твердостью и пр. И при выборе шлифовального круга такие характеристики как степень твердости или структура могут оказаться более значимыми, чем вид абразива.
Полная маркировка шлифовальных кругов содержит:
- тип круга;
- его размеры;
- вид абразивного материала;
- номер зернистости;
- степень твердости;
- структуру (соотношение между абразивом, связкой и порами в теле инструмента);
- вид связки;
- максимальную скорость;
- класс точности;
- класс неуравновешенности.
Маркировка кругов, выполненная в соответствии с различными редакциями ГОСТов, имеет некоторые отличия, касающиеся обозначений зернистости, твердости, марки абразива и связки. Производители по-разному маркируют свои круги, используя старые или новые обозначения и исключая некоторые характеристики. Ниже приведены примеры расшифровки обозначений шлифовальных кругов.
3 - твердость: K - среднемягкий;
4 - структура: 6 - средняя;
6 - класс неуравновешенности: 2

1 - абразивный материал: 25А - электрокорунд белый;
2 - зернистость (старая маркировка): 60 (по ГОСТу должно быть 63) - 800-630 мкм;
3 - твердость: K-L - в зависимости от обстоятельств может быть K или L - среднемягкий;
4 - связка: V - керамическая.
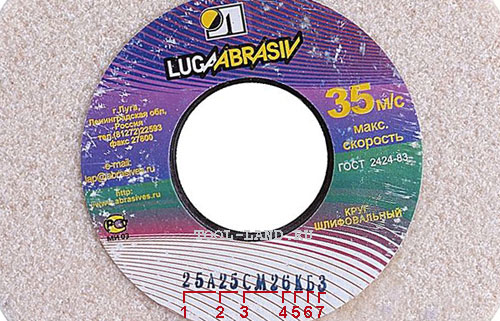
1 - абразивный материал: 25А - электрокорунд белый;
2 - зернистость (старая маркировка): 25 - 315-250 мкм;
3 - твердость (старая маркировка): СМ2 - среднемягкий;
4 - структура: 6 - средняя;
5 - связка (старая маркировка): К - керамическая;
6 - класс точности: Б
7 - класс неуравновешенности: 3

1 - абразивный материал: 25А - электрокорунд белый;
2 - зернистость: F46 - средний размер 370 мкм;
3 - твердость: L - среднемягкий;
4 - структура: 6 - средняя;
5 - связка: V - керамическая;
6 - окружная скорость: 35 м/с;
7 - класс точности: Б
8 - класс неуравновешенности: 3

1 - абразивный материал: 14А - электрокорунд нормальный;
2 - зернистость: F36-F30 - расширенный диапазон включающий F36 (средний размер 525 мкм) и F30 (средний размер 625 мкм);
3 - твердость: Q-U - в зависимости от обстоятельств может быть среднетвердый, твердый, весьма твердый;
4 - связка: BF - бакелитовая с наличием упрочняющих элементов;
5 - класс неуравновешенности: 1
Выбор марки шлифовального круга должен делаться с учетом всех его характеристик.
Типы шлифовальных кругов и их размер
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Выпускаются следующие типы шлифовальных кругов (в скобках даны обозначения по старому ГОСТ 2424-75):
- 1 (ПП) - прямого профиля;
- 2 (К) - кольцевой;
- 3 (3П) - конический;
- 4 (2П) - двухсторонний конический;
- 5 (ПВ) - с односторонней выточкой;
- 6 (ЧЦ) - чашечный цилиндрический;
- 7 (ПВД) - с двумя выточками;
- 9 - с двусторонней выточкой;
- 10 (ПВДС) - с двусторонней выточкой и ступицей;
- 11 (ЧК) - чашечный конический;
- 12 (Т) - тарельчатый;
- 13 - тарельчатый;
- 14 (1Т) - тарельчатый;
- 20 - с односторонней конической выточкой;
- 21 - с двусторонней конической выточкой;
- 22 - с конической выточкой с одной стороны и цилиндрической с другой;
- 23 (ПВК) - с конической и цилиндрической выточками с одной стороны;
- 24 - с конической и цилиндрической выточками с одной стороны и цилиндрической выточкой с другой;
- 25 - с конической и цилиндрической выточками с одной стороны и конической с другой;
- 26 (ПВДК) - с конической и цили нд риче ской выточками с обеих сторон;
- 27 - с утопленным центром и упрочняющими элементами;
- 28 - с утопленным центром;
- 35 - прямого профиля, работающий торцом;
- 36 (ПН) - с запрессованными крепежными элементами;
- 37 - кольцевой с запрессованными крепежными элементами;
- 38 - с односторонней ступицей;
- 39 - с двусторонней ступицей.
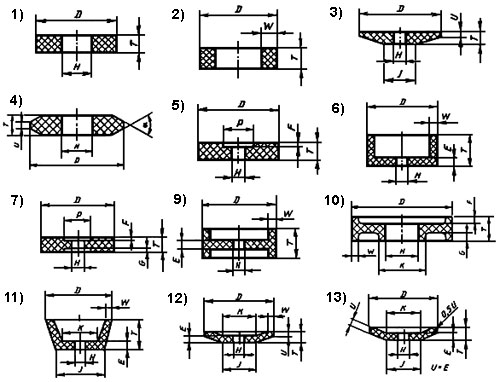
Все типы описаны в ГОСТе 2424-83.
Кроме формы профиля, круги характеризуются размером DхТхН, где D - наружный диаметр, Т - высота, Н - диаметр отверстия.
Типы алмазных и эльборовых кругов регламентируются ГОСТ 24747-90. Маркировка формы эльборовых и алмазных кругов состоит из 3-х или 4-х символов, несущих информацию о форме сечения корпуса, форме сечения эльборосодержащего или алмазоносного слоя, о расположении последнего на круге, о конструктивных особенностях корпуса (если имеются).
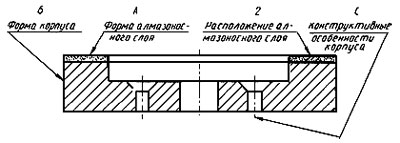
Обозначение шлифовального круга с формой корпуса 6, формой алмазоносного или эльборосодержащего слоя А, с расположением алмазоносного или эльборосодержащего слоя 2, с конструктивными особенностями корпуса С.

Все типы описаны в ГОСТе 24747-90.
Тип и размеры круга выбираются, исходя из вида и конфигурации шлифуемых поверхностей, а также характеристики используемого оборудования или инструмента.
Выбор диаметра круга обычно зависит от числа оборотов шпинделя на выбранном станке и от возможности обеспечить окружную скорость оптимальной величины. Удельный износ будет наименьшим при наибольшем размере круга по диаметру. На рабочей поверхности кругов с меньшими размерами расположено меньшее количество зерен, каждому зерну приходится снимать большее количество материала, и поэтому они быстрее изнашиваются. При работе кругами небольших диаметров часто наблюдается неравномерный износ.
При выборе алмазного круга желательно обратить внимание на ширину алмазоносного слоя. При работе "на проход" она должна быть относительно большой. При шлифовке методом "врезания" ширина алмазного напыления должна быть соизмерима с шириной обрабатываемой поверхности. В противном случае на поверхности круга могут появиться уступы.
Абразивы
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Наиболее часто используемыми абразивными материалами для шлифовальных кругов являются: электрокорунд, карбид кремния, эльбор, алмаз.
Электрокорунд выпускается следующих марок: белый - 22А , 23А , 24А , 25А (чем больше число, тем выше качество); нормальный - 12А , 13А , 14А , 15А , 16А ; хромистый - 32А , 33А , 34А ; титанистый - 37А ; циркониевый - 38А и другие.
Карбид кремния . Выпускается две разновидности карбида кремния: черный - 52С , 53С , 54С , 55С и зеленый - 62С , 63С , 64С , отличающиеся друг от друга некоторыми механическими свойствами и цветом. Карбид зеленый по сравнению с карбидом черным более хрупок.
Алмаз широко используется для изготовления алмазных шлифовальных кругов, применяемых для доводки и заточки твердосплавного инструмента, обработки деталей из твердых сплавов, оптического стекла, керамики и пр. Он используется также для правки шлифовальных кругов из других абразивных материалов. При нагревании на воздухе до 800°С алмаз начинает сгорать.
Эльбор (КНБ, CBN, боразон, кубонит) представляет собой кубическую модификацию нитрида бора. Имея такую же твердость, как алмаз, он значительно превосходит последний в термостойкости.

Абразивные материалы характеризуются твердостью, зернистостью, абразивной способностью, прочностью, термо- и износостойкостью. Высокая твердость - главная отличительная особенность абразивных материалов. Ниже приведены сравнительные характеристики по микротвердости и термостойкости основных абразивных материалов.
| Материалы | Микротвердость, кгс/мм 2 |
| Алмаз | 8000-10600 |
| Эльбор (нитрид бора кубический, КНБ) | 8000-10000 |
| Карбид бора | 4000-4800 |
| Карбид кремния зеленый | 2840-3300 |
| Карбид кремния черный | 2840-3300 |
| Монокорунд | 2100-2600 |
| Электрокорунд белый | 2200-2600 |
| Электрокорунд титанистый | 2400 |
| Электрокорунд хромистый | 2240-2400 |
| Электрокорунд нормальный | 2000-2600 |
| Корунд | 2000-2600 |
| Кварц | 1000-1100 |
| Карбид титана | 2850-3200 |
| Карбид вольфрама | 1700-3500 |
| Твердый сплав Т15К6, ВК8 | 1200-3000 |
| Минералокерамика ЦМ332 | 1200-2900 |
| Быстрорежущая сталь закаленная Р18 | 1300-1800 |
| Сталь инструментальная углеродистая заклеенная У12 | 1030 |
| Сталь углеродистая заклеенная Ст.4 | 560 |
Выбор того или иного абразивного материала в значительной степени определяется характеристикой обрабатываемого материала.
| Абразив | Применение |
| Электрокорунд нормальный | Обладает высокой теплостойкостью, хорошей сцепляемостью со связкой, механической прочностью зерен и значительной вязкостью, необходимой для выполнения операции с переменными нагрузками. Обработка материалов с высоким сопротивлением разрыву (стали, ковкого чугуна, железа, латуни, бронзы). |
| Электрокорунд белый | По физическому и химическому составу более однороден, имеет более высокую твердость и острые кромки, обладает лучшей самозатачиваемостью и обеспечивает меньшую шероховатость обрабатываемой поверхности по сравнению с электрокорундом нормальным. Обработка тех же материалов, что и электрокорунд нормальный. Обеспечивает меньшее теплообразование, более высокую чистоту поверхности и меньший износ. Шлифование быстрорежущих и легированных инструментальных сталей. Обработка тонкостенных деталей и инструментов, когда отвод теплоты образующейся при шлифовании, затруднен (штампы, зубья шестерен, резьбовой инструмент, тонкие ножи и лезвия, стальные резцы, сверла, деревообрабатывающие ножи и т.п.); деталей (плоское, внутреннее и профильное шлифование) с большой площадью контакта между кругом и обрабатываемой поверхностью, сопровождающейся обильным теплообразованием; при отделочном шлифовании, хонинговании и суперфинишировании. |
| Карбид кремния | Отличается от электрокорунда повышенными твердостью, абразивной способностью и хрупкостью (зерна имеют вид тонких пластинок, вследствие чего увеличивается их хрупкость в процессе работы; кроме того, они хуже удерживаются связкой в инструменте). Карбид кремния зеленый отличается от карбида кремния черного повышенными твердостью, абразивной способностью и хрупкостью. Обработка материалов с низким сопротивлением разрыву, высокой твердостью и хрупкостью (твердых сплавов, чугуна, гранита, фарфора, кремния, стекла, керамики), а также очень вязких материалов (жаропрочных сталей и сплавов, меди, алюминия, резины). |
| Эльбор | Имеет наивысшие после алмаза твердость и абразивную способность; обладает высокой теплостойкостью и повышенной хрупкостью; инертен к железу Шлифование и доводка труднообрабатываемых сталей и сплавов; чистовое шлифование, заточка и доводка инструментов из быстрорежущих сталей; чистовое и окончательное шлифование высокоточных заготовок из жаропрочных, коррозионностойких и высоколегированных конструкционных сталей; чистовое и окончательное шлифование направляющих станков, ходовых винтов, обработка которых затруднена обычными абразивными инструментами из-за больших тепловых деформаций. |
| Алмаз | Обладает высокой износостойкостью и пониженной теплостойкостью; химически активен к железу; имеет повышенную хрупкость и пониженную прочность, что способствует самозатачиванию; синтетический алмаз каждой последующей марки (от АС2 до АС50) отличается от предыдущего более высокой прочностью и меньшей хрупкостью. Шлифование и доводка хрупких и высокотвердых материалов и сплавов (твердых сплавов, чугунов, керамики, стекла, кремния); чистовое шлифование, заточка и доводка твердосплавных режущих инструментов. |
Алмазные круги способны обработать материал любой твердости. Однако нужно иметь в виду, что алмаз очень хрупок и плохо противостоит ударной нагрузке. Поэтому алмазные круги целесообразно использовать для заключительной обработки твердосплавных инструментов, когда нужно снять небольшой слой материала, и отсутствует ударная нагрузка на зерно. К тому же алмаз обладает относительно низкой термостойкостью, поэтому его желательно использовать с охлаждающей жидкостью.
Зернистость
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Зернистость абразива - характеристика шлифовальных кругов определяющая чистоту получаемой поверхности. Зерно представляет собой либо сростки кристаллов, либо отдельный кристалл, либо его осколки. Как и все твердые тела, оно характеризуется тремя размерами (длиной, шириной и толщиной), однако для простоты оперируют одним - шириной. От величины зерна зависит множество параметров - количество снимаемого за один проход металла, чистота обработки, производительность шлифования, изнашиваемость круга и пр.
По ГОСТ 3647-80 в обозначении зернистости шлифовальных кругов размер зерна обозначается в единицах, равных 10 мкм (20=200мкм), для микропорошков - в мкм с добавление буквы М.
В новом ГОСТ Р 52381-2005, в основном соответствующем международному стандарту FEPA, зернистость шлифпорошков обозначается буквой F с числом. Чем больше число, тем мельче зерно и наоборот.
Алмазные и эльборовые круги имеют свои обозначения размера зерна. Их зернистость обозначают дробью, значение числителя которой соответствует величине стороны верхнего сита в мкм, а знаменателя - нижнего сита.
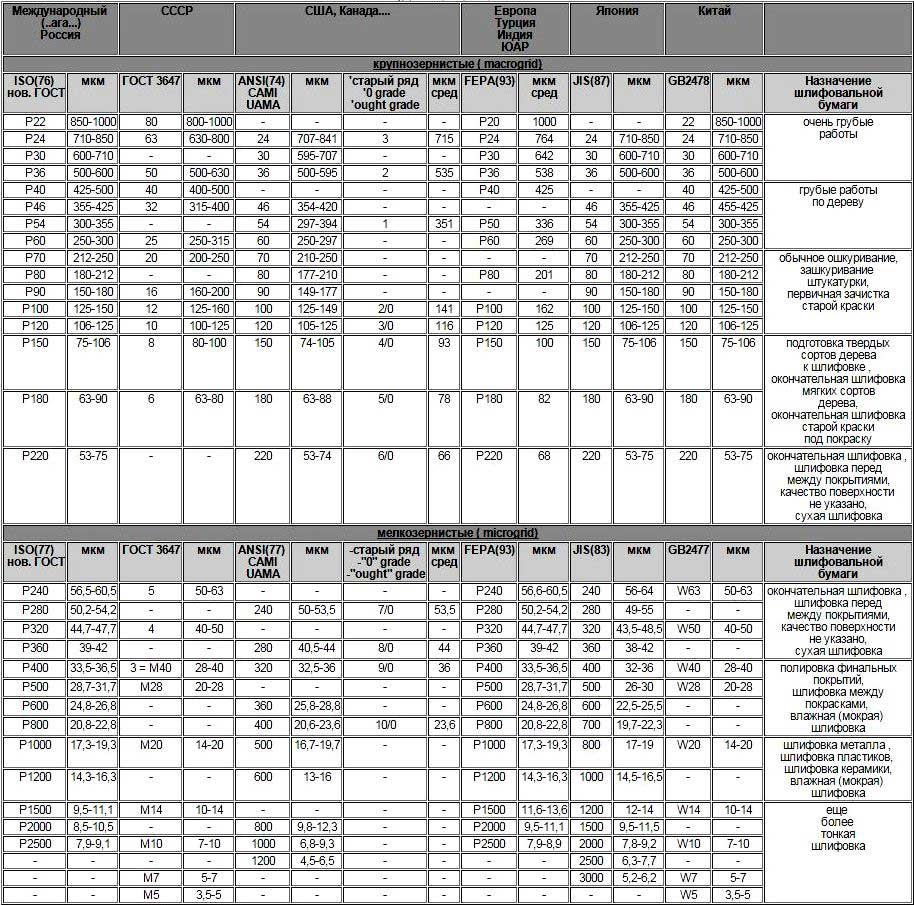
В таблице ниже приведены соотношения зернистости шлифовальных кругов по старым и действующим стандартам.
| Обозначение по ГОСТ 3647-80 | Обозначение по ГОСТ 9206-80 (алмазные порошки) | Размер, мкм | FEPA | |
| Обозначение для абразивных материалов, исключая материалы на гибкой основе | Средний размер, мкм | |||
| F 4 | 4890 | |||
| F 5 | 4125 | |||
| F 6 | 3460 | |||
| F 7 | 2900 | |||
| 200 | 2500/2000 | 2500-2000 | F 8 | 2460 |
| F 10 | 2085 | |||
| 160 | 2000/1600 | 2000-1600 | F 12 | 1765 |
| 125 | 1600/1250 | 1600-1250 | F 14 | 1470 |
| 100 | 1250/1000 | 1250-1000 | F 16 | 1230 |
| F 20 | 1040 | |||
| 80 | 1000/800 | 1000-800 | F 22 | 885 |
| 63 | 800/630 | 800-630 | F 24 | 745 |
| 50 | 630/500 | 630-500 | F 30 | 625 |
| F 36 | 525 | |||
| 40 | 500/400 | 500-400 | F 40 | 438 |
| 32 | 400/315 | 400-315 | F 46 | 370 |
| 25 | 315/250 | 315-250 | F 54 | 310 |
| F 60 | 260 | |||
| 20 | 250/200 | 250-200 | F 70 | 218 |
| 16 | 200/160 | 200-160 | F 80 | 185 |
| 12 | 160/125 | 160-125 | F 90 | 154 |
| F 100 | 129 | |||
| 10 | 125/100 | 125-100 | F 120 | 109 |
| 8 | 100/80 | 100-80 | F 150 | 82 |
| 6 | 80/63 | 80-63 | F 180 | 69 |
| 5, М63 | 63/50 | 63-50 | F 220 | 58 |
| F 230 | 53 | |||
| 4, М50 | 50/40 | 50-40 | F 240 | 44,5 |
| М40 | 40/28 | 40-28 | F 280 | 36,5 |
| F 320 | 29,2 | |||
| М28 | 28/20 | 28-20 | F 360 | 22,8 |
| М20 | 20/14 | 20-14 | F 400 | 17,3 |
| М14 | 14/10 | 14-10 | F 500 | 12,8 |
| М7 | 10/7 | 10-7 | F 600 | 9,3 |
| М5 | 7/5 | 7-5 | F 800 | 6,5 |
| М3 | 5/3 | 5-3 | F 1000 | 4,5 |
| 3/2 | 3-2 | F 1200 | 3,0 | |
| 2/1 | 2-1 | F 1500 | 2,0 | |
| F 2000 | 1,2 | |||
| 1/0 | 1 и | |||
| 1/0,5 | 1-0,5 | |||
| 0,5/0,1 | 0,5-0,1 | |||
| 0,5/0 | 0,5 и | |||
| 0,3/0 | 0,3 и | |||
| 0,1/0 | 0,1 и | |||
Выбор зернистости круга должен обуславливаться целым рядом факторов - видом обрабатываемого материала, требуемой шероховатостью поверхности, величиной снимаемого припуска и пр.
Чем меньше размер зерна, тем чище получается обрабатываемая поверхность. Однако это не означает, что во всех случаях предпочтение следует отдавать меньшей зернистости. Нужно выбирать величину зерна, оптимальную для конкретной обработки. Мелкое зерно дает более высокую чистоту поверхности, но одновременно может приводить к прижогу обрабатываемого материала, засаливанию круга. При использовании мелкого зерна снижается производительность шлифования. В общем случае целесообразно выбирать наибольшую зернистость при условии обеспечения требуемой чистоты обрабатываемой поверхности.
При необходимости уменьшить шероховатость поверхности зернистость нужно снижать. Большие припуски и повышение производительности требуют увеличения зернистости.
В общем случае, чем тверже обрабатываемый материал и меньше его вязкость, тем выше может быть зернистость круга.
| Номера зернистости по ГОСТ 3647-80 | Номера зернистости по ГОСТ Р 52381-2005 | Назначение |
| 125; 100; 80 | F14; F16; F20; F22 | Правка шлифовальных кругов; ручные обдирочные операции, зачистка заготовок, поковок, сварных швов, литья и проката. |
| 63; 50 | F24; F30; F36 | Предварительное круглое наружное, внутреннее, бесцентровое и плоское шлифование с шероховатостью поверхности 5-7-го классов чистоты; отделка металлов и неметаллических материалов. |
| 40; 32 | F40; F46 | Предварительное и окончательное шлифование деталей с шероховатостью поверхностей 7-9-го классов чистоты; заточка режущих инструментов. |
| 25; 20; 16 | F54; F60; F70; F80 | Чистовое шлифование деталей, заточка режущих инструментов, предварительное алмазное шлифование, шлифование фасонных поверхностей. |
| 12; 10 | F90; F100; F120 | Алмазное шлифование чистовое, заточка режущих инструментов, отделочное шлифование деталей. |
| 8; 6; 5; 4 | F150; F180; F220; F230; F240 | Доводка режущего инструмента, резьбошлифование с мелким шагом резьбы, отделочное шлифование деталей из твердых сплавов, металлов, стекла и других неметаллических материалов, чистовое хонингование. |
| М40-М5 | F280; F320; F360; F400; F500; F600; F800 | Окончательная доводка деталей с точностью 3-5 мкм и менее, шероховатостью 10-14-го классов чистоты, суперфиниширование, окончательное хонингование. |
Твердость шлифовальных кругов
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Твердость шлифовального круга нельзя путать с твердостью абразивного материала. Это разные понятия. Твердость шлифовального круга характеризует способность связки удерживать абразивные зерна от их вырывания под воздействием обрабатываемого материала. Она зависит от многих факторов - качества связки, вида и формы абразива, технологии изготовления круга.
Твердость круга тесно связана с самозатачиваемостью - способностью абразивного круга восстанавливать свою режущую способность за счет разрушения или удаления затупившихся зерен. Круги в процессе работы интенсивно самозатачиваются за счет раскалывания режущих зерен и частичного выкрашивания их из связки. Это обеспечивает вступление в работу новых зерен, предотвращая тем самым появление прижогов и трещин в обрабатываемом материале. Чем меньше твердость круга, тем выше самозатачиваемость. По твердости круги подразделяют на 8 групп.
| Наименование | Обозначение по ГОСТ 19202-80 | Обозначение по ГОСТ Р 52587-2006 |
| Весьма мягкий | ВМ1, ВМ2 | F, G |
| Мягкий | М1, М2, М3 | H, I, J |
| Среднемягкий | СМ1, СМ2 | K, L |
| Средний | С1, С2 | M, N |
| Среднетвердый | СТ1, СТ2, СТ3 | O, P, Q |
| Твердый | Т1, Т2 | R, S |
| Весьма твердый | ВТ | T, U |
| Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Выбор твердости шлифовального круга зависит от вида шлифования, точности и формы шлифуемых деталей, физико-механических свойств обрабатываемого материала, типа инструмента и оборудования. На практике в большинстве случаев используют круги средней твердости, обладающие сочетанием относительно высокой производительности и достаточной стойкости.
Незначительное отклонение характеристики кругов от оптимальной приводит либо к прижогам и трещинам затачиваемой поверхности, когда твердость круга выше, чем требуется, либо к интенсивному износу круга и искажению геометрической формы затачиваемого инструмента, когда твердость круга недостаточна. Особенно точно по твердости должны быть выбраны круги для заточки инструментов с пластинами из твердых сплавов.
Вот некоторые рекомендации, которые могут быть полезными при выборе шлифовальных кругов по твердости. При заточке инструментов с твердосплавными резцами круг должен обладать высокой самозатачиваемостью. Поэтому при их заточке применяют круги невысоких степеней твердости - H, I, J (мягкий), реже K. Чем больше в твердом сплаве карбидов вольфрама или титана, тем мягче должен быть шлифовальный круг.
Когда требуется выдерживать высокую точность формы, размеров, отдают предпочтение тем видам шлифовальных кругов, которые имеют повышенную твердость.
С использованием смазочно-охлаждающих жидкостей, при шлифовании применяют более твердые круги, чем при шлифовке без охлаждения.
Круги на бакелитовой связке должны иметь твердость на 1-2 ступени выше, чем круги на керамической связке.
Для предотвращения появления прижогов и трещин следует применять более мягкие круги.
Структура
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента. Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
При заточке режущих инструментов желательно применять круги с более свободным пространством между зернами, так как это облегчает удаление стружки из зоны резания, уменьшает возможность появления прижогов и трещин, облегчает охлаждение затачиваемого инструмента. Для заточки режущих инструментов применяются круги на керамической связке 7-8-й структуры, на бакелитовой связке - 4-5-й структуры.
Связка
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
При изготовлении шлифовальных кругов, абразивные зерна скрепляются с основой и друг другом при помощи связки. Наиболее широко применяемые связки: керамическая, бакелитовая и вулканитовая.
Керамическая связка изготавливается из неорганических веществ - глины, кварца, полевого шпата и ряда других путем их измельчения и смешивания в определенных пропорциях. Маркировка шлифовальных кругов с керамической связкой содержит букву (V ). Старое обозначение - (К )
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
Бакелитовая связка в основном состоит из искусственной смолы - бакелита. Маркировка кругов с бакелитом имеет в обозначении латинскую букву (B ). Старое обозначение - (Б ). В сравнении с керамической, бакелитовая связка обладает большей упругостью и эластичностью, меньше нагревает обрабатываемый металл, однако имеет меньшую химическую и температурную стойкость, худшую кромкостойкость.
Бакелитовая связка может быть с упрочняющими элементами (BF , старое обозначение - БУ ), с графитовым наполнителем (B4 , старое обозначение - Б4 ).
Вулканитовая связка - это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R ). Старое обозначение - (В ).
В большинстве случаев применяются абразивные круги на керамической или бакелитовой связках. И та и другая имеет свои особенности, которые и определяют их выбор для конкретной работы.
К достоинствам керамической связки относится прочное закрепление зерна в связке, высокая термо- и износостойкость, хорошее сохранение профиля рабочей кромки, химическая стойкость. К недостаткам - повышенная хрупкость, пониженная прочность на изгиб, высокое теплообразование в зоне резания, а, следовательно, и склонность к прижогам обрабатываемого материала.
Достоинствами бакелитовой связки являются эластичность, хорошая самозатачиваемость круга вследствие пониженной прочности закрепления зерна в связке, сниженное теплообразование. Недостатками - более интенсивный износ в сравнении с керамической связкой, пониженная кромкостойкость, низкая стойкость против охлаждающих жидкостей, содержащих щелочи, невысокая теплостойкость (бакелит начинает приобретать хрупкость и выгорать при температуре выше 200°C).
Класс точности
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами АА , А и Б . Для менее ответственных операций абразивной обработки применяют инструмент класса Б . Более точным и качественным является инструмент класса А . Для работы в автоматических линиях, на высокоточных и многокруговых станках применяется высокоточный инструмент АА . Он отличается более высокой точностью геометрических параметров, однородностью зернового состава, уравновешенностью абразивной массы, изготовляется из лучших сортов шлифовальных материалов.
Класс неуравновешенности
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит от точности геометрической формы, равномерности размешивания абразивной массы, качества прессования и термообработки инструмента в процессе его изготовления. Установлено четыре класса допускаемой неуравновешенности массы кругов (1 , 2 , 3 , 4 ). Классы неуравновешенности не имеют отношения к точности балансировки кругов в сборе с фланцами перед установкой их на шлифовальный станок.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
На производстве, связанном с обработкой дерева, пластика, металла, стекла не обойтись без наждачки. Она незаменима при снятии старой краски, ей нет альтернативы, если нужно подготовить поверхность для грунтовки и покраски и т.д.
Древние китайцы в 13 веке с помощью клейкого вещества на основе крахмала приклеивали на пергамент семена растений, мелко измельченный песок и раковины.
Прообразом шлифовальной бумаги считается «стеклянная бумага», т.к. для ее изготовления использовали мельчайшие частицы стекла.
 В 1834 году американский инженер впервые запатентовал производство наждачной шкурки, где абразивным зерном уже был карбид кремния и корунд.
В 1834 году американский инженер впервые запатентовал производство наждачной шкурки, где абразивным зерном уже был карбид кремния и корунд.
Следует знать, что зернистость наждачной бумаги и есть одна из основных ее характеристик.
Условно бумагу разделили на группы: крупнозернистая, среднезернистая и бумага с мелким зерном.
Величина зерен определяет вид работ, для которых предназначена Маркировка же поможет ее выбрать.
Наждаком осуществляют работы по сухой и мокрой обработке всевозможных зашпаклеванных поверхностей.

Для различных используется различающаяся зерном и основой наждачная бумага. Маркировка у такой бумаги специфическая.
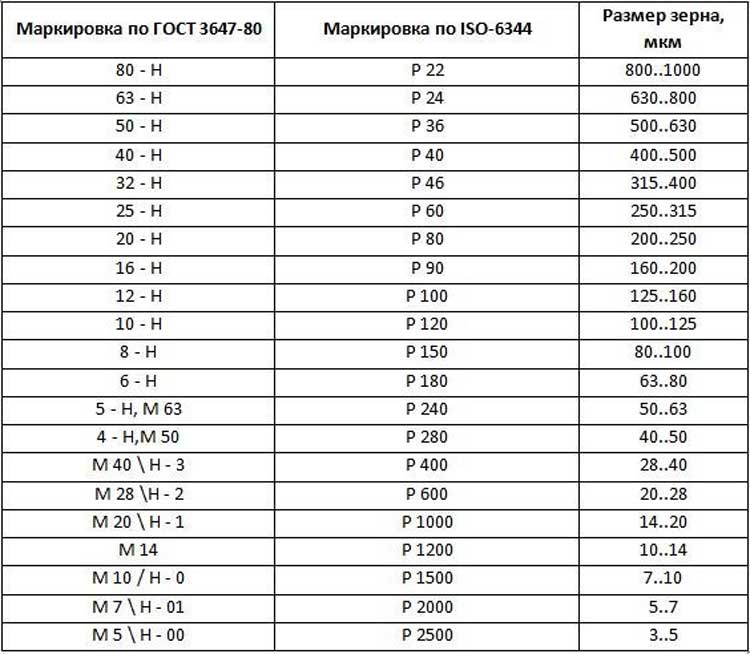
Зернистость шлифовальной шкурки
Н - маркировка отечественной продукции (старая).
Р - маркировка импортной продукции и новая маркировка отечественной продукции.
Производители, выпускающие продукцию на экспорт, пользуются единым мировым стандартом обозначения размера зерна.
В отдельных государствах рухнувшего Союза наждачная бумага, маркировка наждачного производства осуществляются по ГОСТу (старому).
То же самое происходит в Канаде, Китае, США и Японии, где внутренний рынок пользуется собственными обозначениями.
Европейский стандарт (новый ГОСТ) подразумевает рост значений по мере снижения размера зерна. Совершенно по-другому в вышеупомянутых странах маркируется наждачная бумага.
ГОСТ, например, разработан таким образом, что здесь значения, наоборот, уменьшаются по мере снижения размера зерна.
Эти различия нельзя игнорировать при покупке абразивных изделий на территории стран бывшего Союза, т.к. эта разница может привести к приобретению неподходящего товара.
Отметим, что импортная бумага чаще всего продается в изделиях, а отечественная - в рулонах, и продают ее погонными метрами.
Если бумага используется в быту, то запоминать маркировку не обязательно. Нужно лишь знать, что старая маркировка идет с буквой Н после числа, а новая с буквой Р перед цифрой.
На обратной стороне бумаги есть и другие обозначения. По ним можно установить дополнительные сведения о наждачке: ее основу, технологию абразива, материал зерна, тип связующего и т. п.
Теперь вы знаете, что такое наждачная бумага. Маркировка? С ней вы тоже разобрались. Осталось пожелать всем приятной и плодотворной работы.
Данный абразив в быту более известен как шкурка. То, что наждачная бумага может использоваться для поверхностной обработки различных материалов – от пластиков и древесины до металлов – знают все. Но на вопрос, в чем специфика применения в зависимости от маркировки наждачной бумаги, не многие смогут ответить правильно.
У тех, кто хочет более детально ознакомиться с техническими условиями на наждачную бумагу, определенные сложности вызывает поиск соответствующего стандарта. Существует несколько ГОСТ – № 6456 от 1982 года (для бумажной шкурки), № 5009, датированный этим же годом (для наждачки на бумажной же и тканевой основе) и № 52381 от 2005 г (касается зернистости продукции). Нередко встречаются ссылки и на еще советский стандарт – № 3647 от 1980 года.
- Российский ГОСТ (в маркировке наждачной бумаги присутствует литера Р) полностью соответствует зарубежным нормативам, которые прописаны в стандарте ISO 6344 (общепринятый).
- Некоторые производители ближнего зарубежья ориентируются еще на ГОСТ времен СССР – в маркировке литера Н или М (для шкурки с мелкими зернами).
- В некоторых странах есть собственные стандарты, и наждачная бумага имеет свою маркировку. Как пример – Япония, США, Канада, КНР.
Далее, чтобы не повторяться, автор будет указывать маркировку бумаги, в зависимости от ее назначения, и в российской, и советской (в скобках) символике. Больших отличий в определении «зернистости» шкурки, и, соответственно, специфике ее использования нет, а более детальное рассмотрение всех особенностей разновидностей продукции представляет интерес разве что для профильного специалиста. В плане бытового применения они никакой роли не играют.

Маркировка наждачной бумаги и сфера применения
Крупнозернистая наждачная бумага
- Р22 – 36 (Н50 – 80) – для первичной (предварительной) обработки деталей. К примеру, снятие слоя ржавчины, удаление накипи и тому подобное. Следовательно, назначение – подготовка к дальнейшей работе с материалом.
- Р40 – 60 (Н25 – 40). Наждачная бумага с подобной маркировкой применяется для грубой обработки поверхностей – зачистке, выравнивания, снятия загрязнения на отдельных участках и так далее.
- Р80 – 120 (Н10 – 20). Назначение – точная обработка. Ее чаще именуют предварительной шлифовкой. В ряде случаев этого достаточно для нанесения какого-либо покрытия или оклейки поверхности.
- Р150 – 180 (Н6 – 8). Такая наждачная бумага применяется для окончательного выравнивания (шлифовки), когда предельной точности не требуется.

Шкурка мелкозернистая шлифовочная
- Р240 – 280 (М63, Н5) – металлы и твердая древесина.
- Р1000 (Н1, М20) – пластики, керамика, мягкие металлы.
Полировочная
- Р400 – 600 (Н2 – 3, М28 – 40). Основное назначение – подготовка поверхности к нанесению лаков или красок.
- Р1200 – 2500 (М5 – 14, Н0 – 00 – 01). Такую наждачную бумагу называют «бархатной». Предназначена для самых деликатных операций, когда требуется «довести» деталь после всех предыдущих обработок.
Как уже отмечено, шкурка имеет разную основу. В чем разница?
Наждачка бумажная
Плюсы:
- В процессе использования не «тянется».
- На такую основу можно наносить самое мелкое зерно. Наждачка тканевая «для полировки» практически не встречается.
- Низкая стоимость.
Минусы:
- Недостаточная прочность, следовательно, недолговечность. Основное предназначение – для обработки материалов вручную.
- Повышенное поглощение влаги. Используется для зачистки, шлифовки только сухих поверхностей.
Наждачка тканевая
Плюсы:
- Прочность на разрыв в сочетании с некоторой эластичностью. Основное назначение данной продукции – обработка деталей механическим способом, например с помощью .
- Минимальное влагопоглощение.
Минус:
- Цена выше, чем на бумажные аналоги.
Все виды наждачной бумаги различаются по плотности насыпки зерен. Данная особенность также определяет основное назначение шкурки.
- Сплошная засыпка – для работы с твердыми образцами (металлы, плотная древесина, эбонит и так далее).
- Открытая (полуоткрытая) – для зачистки, шлифовки относительно мягких материалов, имеющих пористую структуру. Также используется при обработке поверхностей, на которых ранее наносилась шпаклевка, краска, а также древесины хвойных пород, пластмасс и в ряде других случаев.
При необходимости произвести финишную шлифовку детали (доводку до товарного вида) вместо мелкозернистой наждачной бумаги целесообразно использовать обычную, грубую. Как вариант, оберточную. Эффект тот же самый.
Особую осторожность необходимо соблюдать при зачистке медных контактных групп. Например, ламелей коллекторов электродвигателей. В этом случае используется только «стеклянная» шкурка. Все остальные разновидности наждачной бумаги повышают износ угольных щеток, так как оставляют на поверхности меди мельчайшие фракции абразива (пыль).
Дополнительную информацию о продукции, в том числе, ее назначении, можно найти на оборотной стороне образца. Литеры проставляются самые разные, но наиболее встречающиеся стоит указать.
- М, Л1 (или 2) – наждачка влагоустойчивая.
- 1 – для пористых (мягких) материалов.
- 2 – для шлифовки деталей из твердых сплавов, металлов или плотной древесины.
- П – только для сухих поверхностей (повышенное впитывание влаги).
- Л – наждачка листовая. У рулонной шкурки обозначения нет.
При выборе наждачной бумаги по маркировке нужно учитывать местную специфику – материал детали, степень ее загрязнения (ржавления), влажность, была ли предварительная обработка (например, краской) и ряд других нюансов. Только в этом случае можно сделать рациональное приобретение.
Применяют наждачную бумагу не только для шлифовки различных поверхностей, но и для подготовки основы последующих работ. Для удобства в работе, следует натянуть наждачную бумагу на деревянный брус.
Наждачная бумага является, пожалуй, самым незаменимым абразивным материалом, изготовленным из бумаги либо ткани, с нанесенным абразивным порошком. Абсолютно любая столярная работа, как бы аккуратно она не была сделана, требует финишной доводки и шлифовки. Наждачная бумага бывает разная по степени зернистости: от нулёвки до грубой абразивки.
Применяют наждачную бумагу не только для шлифовки различных поверхностей, но и для подготовки основы последующих работ.
Для удобства в работе, следует натянуть наждачную бумагу на деревянный брус.
Известно, что наждачная бумага станет намного мягче в процессе работы и потеряет часть своих свойств. Но ее не стоит сразу выбрасывать. Конечно, она не будет так же эффективна, как изначально, но станет менее агрессивной. Использование бывшей в употреблении наждачной бумаги поможет вам обойтись без приобретения новой, с более мелкой зернистостью.
Податливее наждачную бумагу можно сделать так же из новой. Абразивный материал крепится к основе из бумаги или ткани с помощью клея. И для того, чтобы наждачная бумага стала податливее, ее необходимо растянуть. При выполнении работ любой сложности наждачная бумага цена за доводку нужного нам фрагмента работы до совершенства.
Что такое наждачная бумага?
Наждачную бумагу можно отнести к предмету массового потребления. В разговорной речи за ней прочно закрепился термин «НАЖДАЧКА» (emery). Наждачная бумага представляет собой абразивное изделие, на бумажной основе которого слоями клея или смолы закреплено абразивное зерно. Её основное назначение - ручная или машинная обработка поверхности. Абразивная бумага является первоисточником для производства абразивных инструментов на бумажной основе: рулонов, лент, кругов и т.п. Ключевым словом для всех этих изделий является слово БУМАГА.
История
С развитием промышленности наждачная бумага совершенствовалась. История наждачной бумаги уходит корнями в Китай. Первое упоминание о ней относится к 13 веку. На пергамент с помощью клея из крахмала или агар-агара приклеивался измельченный песок, мелко измельченные раковины, семена растений. В качестве наждачной бумаги использовалась грубая кожа крокодила или акулы. Прототипом наждачной бумаги была «стеклянная бумага», т.к. для ее производства использовались частицы стекла.
Серийное производство «стеклянной» бумаги было организовано в Лондоне с 1833 года компанией предпринимателя Джона Окей (John Oakay), в которой разработали новые технологии ее изготовления. Первый патент на производство наждачной бумаги был выдан Айзеку Фишеру Младшему (Isaac Fischer) 14 июня 1834 года в Спрингфилде штат Вермонт.
В своей наждачной бумаге в качестве абразивного зерна он использовал абразивные зерна корунд и карбид кремния. В 1900 году компания Siegener Leimfabrik & Naxos- Schmirgelwerke начинает массовое производство наждачной и стеклянной бумаги в Германии.
С развитием промышленности наждачная бумага совершенствовалась. В Европе и США шли активные исследования и разработки абразивных материалов и инструментов. В 1916 году компания 3M, а в 1925 году Klingspor подают патентную заявку на изобретение водостойкой шлифовальной бумаги. Этот тип наждачки получил широкое применение в автомобилестроении, а в ее марке появилась приписка «ВОДОСТОЙКАЯ» (Wetordry, Wasserfest, Watterproof, Impermable). Постепенно закрепился стандартный размер листа 230*280 мм.
Klingspor подают патентную заявку на изобретение водостойкой шлифовальной бумаги
В наше время история наждачной бумаги продолжает свою летопись. Появляются новые типы составных частей, производители и потребности в ее применении.
Маркировка
При производстве наждачной бумаги на ее поверхность наносится цветовая и буквенно-цифровая маркировка. И хотя у каждого производителя она имеет собственное наименование и не полностью раскрывает всю информацию о свойствах, в ней есть общие признаки. Рассмотрим на примере абразивной бумаги фирмы Klingspor некоторые ее типы.
Маркировка наждачной бумаги, например PS22 N, PS23 F, PS33 B, PS73 BW, указывает на тип и плотность бумажной основы. Маркировка размера абразивного зерна обозначена латинской буквой P и цифрами от 24 до 2500. Внутри самого понятия в обиход вошел термин “наждачная бумага нулевка". Это понятие пришло из старого ГОСТ, в котором имелось значение зернистости абразивного зерна 0. Из таблицы соответствия размеров абразивного зерна в разных стандартах можно самостоятельно определить, его соответствие в стандарте FEPA и ГОСТ 2007.
цветовая маркировка В настоящее время цветовая маркировка наждачной бумаги в масштабах рынка абразивного инструмента потеряла свою актуальность. Ряд производителей, в целях привлечения покупателей предлагают все возможные цветовые решения. И лишь не многие остаются верными традициям, заложенным много лет назад.
На то, что абразивная бумага обладает водостойкими свойствами, указывает надпись WATERPROOF. Этот тип шлифовальной бумаги обладает повышенной эластичностью и прочностью.
Абразивные инструменты из наждачной бумаги
Бумажная основа по сравнению с другими типами (ткань, пленка) имеет более низкую стоимость. На практике, из абразивной бумаги производят готовые к употреблению абразивные инструменты: рулоны (ролики), полосы, листы, круги шлифовальные, бесконечную ленту. Абразивные инструменты из наждачной бумаги применяются для обработки всех доступных материалов. Они подходят для ручного шлифования, ручных шлифовальных машин и станков.
Классификация по номерам (зернистости)
На сегодняшний день наждачная бумага выпускается с зернистостью от 12 до 4000.
Зернистость — это количество абразивных частиц на 1 квадратный дюйм шкурки. Чем меньше это число, тем более грубая (крупнее зерна) наждачная бумага.
Условно её можно разделить на 3 группы:
Крупнозернистая (12-80). Чаще всего применяется для того, чтобы снять с поверхности различные лаки и краски, то есть применяется для первичной обработки. После такой грубой шлифовки обычно остаются царапины, которые нужно обрабатывать более тонкой наждачной бумагой.
Наждачная бумага средней зернистости (80-160). Обычно используется после крупнозернистой для сглаживания и выравнивания деревянной поверхности. Такая бумага оставляет мало следов и используется для промежуточной обработки материала.
Мелкозернистая (160-4000). Мелкозернистая наждачная бумага позволяет полностью удалить все неровности и царапины из поверхности дерева. Используется в качестве финишной обработки, непосредственно перед покраской.
Основа наждачной бумаги
Бумажная основа. Наждачная бумага на бумажной основе является наиболее дешевой, способна выдерживать большие механические нагрузки и может обрабатываться водоотталкивающим веществом. На такую основу можно нанести даже мельчайшие фракции шлифовального материала, однако её износостойкость оставляет желать лучшего.
Тканевая основа. Наждачная бумага на тканевой основе обладает хорошей износостойкостью и может пропитыватся специальным смолами для защиты от влаги. Также она обладает хорошей эластичностью и поточностью на разрыв.
Комбинированная основа. Наждачная бумага на комбинированной основе (бумага+ткань) используется в тех случаях, когда при больших механических нагрузках нужна шлифовальная поверхность с высоким уровнем зернистости. Такая бумага собрала в себе все наилучшие свойства предыдущих видов и является наиболее дорогой.
Помимо зернистости и материалу основы также рекомендуем обращать внимание на насыпку абразива.
Так наждачная бумага со сплошной насыпкой обладает более высокой прочностью и подходит для обработки твёрдых веществ.
Изделия с полуоткрытой абразивной насыпкой предназначены для более мягких материалов и лучше чистятся в процессе использования.
Надеемся, что данная классификация наждачной бумаги Вам пригодилась и вы подобрали её правильно!
Технология производства шлифовальной шкурки
Водостойкость и повышенную прочность основе придает пропитка специальными составами, например, латексом из каучука. На клеенаносящей машине наносят связку, подогретую до 30°...50°.
Электростатический, суспензионный и механический — это способы накладывания шлифоматериала на основу. Для механического способа используют насыпной станок с бункером-питателем. Излишний шлифоматериал удаляет специальное устройство.
Сушку шлифовальной шкурки производят в специальных печах, где нагрев осуществляют паром, газом, лампами инфракрасного излучения и т.п. Температура сушки зависит от вида связки: при мездровом клее — 25...45 С. При клее СФИ-3039 или СФЖ-3038 — несколько стадий сушки: 20...70°С, 70...100°С и 100...120°С. Пентафталевые и масляные лаки требуют температуру 120°С, формальдегидные смолы — 100...120°С.
Закрепляющий слой связки наносят, как и основной. Сушка закрепляющего слоя подобна приведенной для основного слоя. Если шкурка изготовлена на основе фенолформальдегидных смол окончательную обработку проводят при температуре 150°С.
Стабилизация — это операция для неводостойких шкурок. Она обеспечивает им эластичность, влажность, ровность. Шкурку мелких номеров зернистости смачивают водой с нерабочей стороны, накладывают на барабан и сушат при температуре 77°С. Шкурку крупных номеров «томят» при 65% влажности в течение суток на сквозняке.
Приведенная заводская технология доказывает, что и в домашних условиях, минуя некоторые операции, можно сделать шкурку невысокого качества, применив толченое стекло или «пыльцу» от абразивного круга.
Как пользоваться или практика.
Эта практика настолько многообразна, что приведу лишь несколько случаев. Небольшой предмет для шлифования шкурками закрепляют поверхностью кверху. Колодки с наждачной шкуркой (11,е) кладут на эту поверхность и двигают ими. Габариты колодок 185*84*75 мм, масса — 0,9 кг. Колодки изготовляют из древесины твердых пород (бука, дуба, березы), пропитывают олифой, отшлифовывают и покрывают светлым лаком. Две впадины имеет каждая из колодок. Свернутые концы шкурок прячут во впадины, что лучше сохраняет натянутость шкурки. Мягкое основание прикрепляют к нижней колодке клеем типа БФ. Поролон толщиной 4...6 мм, шинельное сукно и т.п. могут служить этим мягким основанием. Шлифовальные шкурки на тканевой основе выдерживают более длительную эксплуатацию, чем шкурки на бумажной основе.
Зернистость шкурки при каждой последующей обработке уменьшают. Это обеспечивает высокую чистоту поверхности. Направление движения колодками периодически изменяют на перпендикулярное к рискам, возникшим от предыдущей обработки. Металлические поверхности предпочтительно отделывать шкуркой с рабочим слоем из электрокорунда белого.
Приспособление для шлифовки поверхностей () имеет разнообразное применение. Его используют, в частности, для шлифовки стен и потолков по хорошо просохшей перед нанесением окрасочного слоя. Габариты приспособления 260*180*75 мм. масса — 0,5 кг. Основание и прижимную планку приспособления изготавливают из алюминия, дюралюминия, дерева и т.п., рукоятку из металлической трубки. Для обработки шпаклевок и грунтовок предпочтительна шкурка, имеющая рабочий слой из карбида кремния. Само основание приспособления делают как изогнутым, так и плоскостным.
Шкурка применима не только для снятия слоя металла. Благодаря абразивным материалам проскальзывание шкурки маловероятно почти по любой поверхности. Вот и используют шкурку, в частности, для откручивания туго завинченных пробок или крышек.
Советы
Как выбрать?
Вы, наверное, со мной согласитесь, что во многих сферах нашей жизни, в работе и в быту, мы используем различные виды наждачной бумаги или как ее еще называют - шкурку? Когда зачищаем металлические изделия под покраску или избавляемся от ржавчины на металле. В работе с древесиной также имеет место шлифовка. Когда красим двери или окна, то после слоя лака или краски также обрабатываем наждачкой. Резчики по дереву активно используют наждачную бумагу для окончательной обработки своих изделий и для придания им товарного вида. Строители пользуются ею, зачищая и шлифуя . Да в конце концов, и в быту используются разновидности шкурок, например, пемза для педикюра. Но какие виды наждачной бумаги нужно использовать для тех или иных работ? Для шлифовки древесины используйте шкурку с насыпкой из кварцита, кремния и стекла. В свое время лучшей считалась кремневая шкурка. Также существуют шкурки наждачные и корундовые. Но для они не подходят, потому что зернышки абразива темные и загрязняют поверхность древесины. Вы, наверное, видели, что наждачка бывает на бумажной основе и на тканевой. Отдельными листочками и в рулонах. Водоупорная и обыкновенная. Грубая, средняя и мелкая. Наждачная бумага водоупорная на оборотной стороне имеет слово "водостойкая" и ее основа имеет зеленый цвет. Но что же за странные буквы на ней? Это обозначения абразива: "С" - стекло; "КР" - кремний; "КВ" - кварцит. Цифрами обозначаются номера шкурок. Особенно мелкие или микрошкурки обозначаются буквой "М". Пемзу также применяют для шлифовки. Это материал вулканического происхождения. Он очень легкий и пористый. Обычно серовато-белого цвета. Пемзу легко пилить как пилой, так и напильником, а также стереть в порошок. Такой пемзой шлифуют только твердые древесные породы при окончательной . Пемзовым порошком заполняют перед лакировкой и полировкой различные пустоты, в качестве порозаполнителя. При использовании пемзу мочат в воде или масле для мокрой шлифовки лакокрасочных покрытий.
Ниже привожу таблицу нумерации наждачной бумаги.
Размер зерна в мм Номер шкурки
Надеюсь, данный материал вам пригодится.
Характеристики
|
Вопросы состава абразива и клеевых основ опускаются, ибо, понятно - чем прочнее, тем дороже.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Своими руками
Всю историю цивилизации человек что-то скоблит, зачищает и шлифует. В древности он использовал для этого разные подручные материалы, начиная от речной гальки и мелких камешков и заканчивая кусками невыделанной шкуры убитых животных. Сейчас промышленность предлагает ему бесконечный модельный ряд оборудования, инструментов и материалов, самым простым из которых является наждачная бумага или шкурка.
Первые известные упоминания о наждачной бумаге, какой мы ее привыкли видеть, можно найти в 13 веке в Китае. Для ее изготовления использовали пергамент, клей из натуральных веществ и мелкую пыль из ракушек и речных камешков. В Европе пальма лидерства по изобретению наждачной бумаги принадлежит англичанину Джону Оукею в начале 19 века, который придумал, как приклеивать стеклянную пыль и песок к бумаге для шлифовки музыкальных инструментов. Дальнейший вклад в историю наждачной шкурки привнесли предприимчивые американцы, которые и первыми запатентовали и начали серийный выпуск данного абразивного материала.
Сегодня не только при своими руками, ни одно производство невозможно представить без операций зачистки, шлифовки и полировки. Все это выполняется различными абразивными материалами. Не последнее место здесь принадлежит обычной наждачной шкурке или бумаге.
Наждачная бумага (шкурка)При выборе наждачной бумаги (шкурки), следует обратить внимание на ряд характеристик:
1)размер зерна - чем больше, тем ниже номер бумаги, например Р20 и Р150. Данная характеристика влияет на качество обрабатывания поверхности. Более мелкие номера предназначены для обдирки и грубой зачистки, а наивысшие - для тончайшего шлифования и полировки готовой поверхности;
2)материал абразива - карбид кремния, электрокорунд, наждак и т.д. Последний практически уже не применяется, наиболее распространен более твердый карбид кремния.
3)зернистость- плотность расположения зерен на единице площади наждачной бумаги - чем меньше, тем меньше образование комков и «забивание» шкурки пылью;
4)основа- ткань, бумага или фибра. Бумага - более гибкая, но непрочная, ткань - более плотная, но более жесткая, фибра - используется в специальных целях;
5)водостойкая или нет - важна для тех, кто работает в условиях применения охлаждающих жидкостей;
6)еще есть абразивная сетка и шлифовальные губки - их используют при зачистке и шлифовке строительных материалов во время ремонта своими руками.
Наждачная бумага (шкурка)«Шпаргалка» для выбора зернистости наждачной бумаги или шкурки:
если на бумаге вы видите обозначение Р12- Р60- то эта наждачная бумага предназначена для грубой обдирки и зачистки, если Р80-Р120 - подойдет для средней шлифовки, сглаживания и удаления неровностей; Р150-Р180- идеальна для тонкой шлифовки, Р220 и выше - для придирчивых профессионалов, для очень тонких окончательных видов шлифовки.
И, напоследок, пару советов по работе с наждачной шкуркой (бумагой) при ремонте своими руками:
1)работу начинайте с обдирки и зачистки мелкими номерами, заканчивайте - шлифовкой и полировкой большими номерами;
2)для влажного шлифования используйте только влагостойкую наждачную бумагу;
Бумага наждачная, шлифовальная. Зернистость - №8. (рулон=30м)
Наждачная бумага,ещё называемая "наждачка", незаменимый в строительстве, шлифовочный материал, изготовляемый из бумаги или ткани, с нанесением абразивного порошка. Наждачная бумага, (наждачк...
Цена 245,95 руб. за пог/метр
Фирмы
Как открыть бизнес по производству наждачной бумаги
Наждачная (шлифовальная) бумага имеет достаточно широкое применение. Её используют для зачистки поверхностей перед покраской, склеиванием, для страховки от скольжения (например, в скейтбордах), для удаления загрязнений и т. д. Использование наждачной бумаги во многих сферах промышленности, предприятиях, занимающихся ремонтом, обеспечивает огромный спрос на данный товар. Бизнес по изготовлению шлифовки, при правильной организации производства и налаженных каналах сбыта, безусловно, будет рентабельным.
Устройство и материал наждачной бумаги
Наждачная бумага состоит из основы и абразива (шлифующего материала). Главными её характеристиками являются зернистость и зерно . Под последним параметром подразумевается размер абразивных частиц, покрывающих основу бумаги. Зернистостью называется плотность покрывающего основу абразива, т. е. количество частиц на квадратный дюйм. По этой характеристике выделяются следующие типы бумаги, описанные в ГОСТ 6456-82:
- наждачная бумага с зернистостью 40-60. Она является самой грубой, имеет крупные абразивные частицы, расположенные далеко друг от друга. Используется для первичной обработки материала.
- 80-120 - бумага со средней зернистостью. Сглаживает поверхность, убирает неровности.
- 150-180 - тонкая наждачная бумага. Применяется при окончательной шлифовке.
- 220-240 - очень тонкая наждачная бумага. Применяется для шлифовки материала для зачистки перед покрытием краской.
- 280-320 - это уже экстра-тонкая бумага. Ей удаляют пылевые крапинки и отметины на завершающем этапе покрытия материала.
- 360-600 - самая тонкая наждачная бумага. Используется очень редко для удаления легких загрязнений.
Выделяют следующие виды бумаги, в зависимости от основы:
- наждачная бумага на бумажной основе. Бумага - дешёвый и удобный для производства материал, но она недостаточно прочная и неводостойкая. Хотя, благодаря тонкости, на неё можно наносить самые мелкие абразивы.
- наждачная бумага на тканевой основе (грубый хлопок, полиэстер). Ткань очень прочная и водостойкая, но дорогая и поддаётся удлинению при работе.
- бумага на смешанной основе (ткань, склеенная с бумагой).
- на фибровой основе. Обычно применяют для изготовления фибровых дисков.
Для абразива также используют различные материалы. Самым широко используемым является оксид алюминия. Он обладает высокой режущей способностью, устойчив к высокому давлению. Является хрупким материалом - при использовании его гранулы легко разламываются, но это только увеличивает срок его годности. Керамический абразив самый твёрдый, используется для более грубых поверхностей. Вторым по твёрдости является карбид кремния, его используют при обработке стекла, пластика, металла. Самым мягким материалом является гранат. Используется на заключительных этапах полировки или для лёгкого смягчения поверхности.
По типу нанесения абразива выделяется шлифовальная бумага:
- с открытой и полуоткрытой насыпкой. Имеет промежутки между частицами, которые покрывают от 40 до 60% поверхности основы. Применяется для шлифовки мягких материалов;
- с закрытой насыпкой (сплошной). Абразивы покрывают всё поверхность бумаги. Хорошо шлифует твёрдые материалы.
Технология производства
Изготовление наждачной бумаги происходит в несколько этапов. Сначала её пропускают через станок с набивным прессом, где барабаны с резиновыми штампами, держащимися на магнитах, отображают на ткани техническую информацию. Потом основу пропитывают водостойкими веществами (латекс, каучук). Ткань проходит под набойным прессом, где другие барабаны наносят термореактивный клей на сторону, свободную от надписей. Плотность покрытия контролируется компьютерной системой. В качестве связующего слоя используют фенолоформальдегидные и карбамидоформальдегидные смолы, клей на основе лака, клей на основе эпоксидных смол, мездровый клей. После происходит этап нанесения абразива. Существует несколько способов.
Механический. Абразивные частицы падают в хаотичном порядке из насыпного станка с бункером-питателем, излишний материал убирается. При таком типе нанесения получаются менее агрессивные частицы.
Электростатический. Основу затягивают под землю на электростатический участок, где поддерживается жаркая и влажная атмосфера. Частицы высыпают на конвейер, движущийся в контейнере, который двигает частицы под вращающейся тканью между электродами и основанием. Создаётся электрическое поле, которое вызывает мини песчаную бурю. Под действием электростатического поля, отрицательно заряженные абразивные частицы равномерно вдавливаются основу. Таким методом получается более агрессивная наждачная бумага.
От почти готовой бумаги отрезается кусок для тестирования качества.
Далее происходит сушка бумаги в специальных печах. Температура зависит от связки (клея): формальдегидные смолы — 100...120°С, клей СФИ-3039 или СФЖ-3038 требуют несколько стадий сушки (20...70°С, 70...100°С и 100...120°С), пентафталевые и масляные лаки - 120°С, мездровый клей — 25...45° С.
После наносят закрепляющий слой связки и опять сушат. Готовые рулоны бумаги отправляют на склад ожидать резку. Некоторые рулоны режут на огромные листы: они пойдут для использования в тяжёлом машиностроении. На специальных станках вырезают наждачные диски, ленты для защиты скейтборда и т.д.
Для обслуживания всего производственного цеха понадобится нанять около 10-15 человек.
Оборудование и сырьё (стоимость)
Для производства шлифовки следует закупить следующее сырьё и оборудование:
- мездровый клей. Он обойдётся где-то в 200-250 рублей за кг;
- карбид кремния - $500-2400 за тонну;
- хлопковая ткань - 18-30 руб. за погонный метр;
- электропечь - от 78 тыс. рублей - до 450 тыс. рублей;
- сушильная камера - от 60 тыс. до 500 тыс. рублей;
- покрывная машина (для нанесения клея, маркировки) - около 450 тыс. рублей;
- бункеры-диспенсеры (для насыпки абразива) - от 5000 рублей;
- ленточный конвейер - от 23 тыс. рублей за погонный метр;
- станция приводная и станция возвратная - от 124 000 рублей.
Инвестиции
Первоначальные инвестиции на годовое производство наждачной бумаги составит около 3,5 - 4 млн. рублей. При продаже в год 5000 метров бумаги по средней цене 280 рублей за погонный метр бизнес окупится через 4-5 лет.
Требования
По ГОСТ 6456-82 на оборотной стороне наждачной бумаги должны быть нанесены следующие сведения:
- условное обозначение продукции;
- из какого материала выполнено основание;
- используемый абразив, его содержание и размер;
- вид используемого материала для приклейки абразива;
- водостойкая или неводостойкая;
- дата выпуска и номер партии;
- штамп технического контроля;
- изображение государственного Знака качества по НТД для шлифовальной шкурки;
Намотка шлифовальной шкурки в рулоны должна быть ровной и плотной, рабочим слоем наружу, не допускающей образование морщин, складок и мятых мест. Каждый рулон шлифовальной шкурки должен быть обернут двойным слоем бумаги по ГОСТ 18277-72, ГОСТ 2228-81 или ГОСТ 10127-75.
Рулон должен быть заклеен на стыке. Слои упаковочной бумаги должны закрывать торцы рулона и обеспечивать сохранность его при транспортировании.
Транспортировка материалов происходит с соблюдением следующих условий:
- товар не должен подвергаться сильным толчкам, ударам, воздействию влаги;
- при транспортировке следует защищать материал от воздействия осадков;
- товар сопровождается необходимыми документами.
Хранить наждачную бумагу следует в сухих, проветриваемых помещениях. Её рулоны укладываются в штабель плотными рядами, чередующимися в продольном и поперечном направлениях. Хранить при температуре не ниже плюс 2 °С. Срок годности составляет 12 месяцев (подробнее на сайтах ГОСТ).
Продажа
Пути сбыта шлифовки следует искать, исходя из её назначения. Это могут быть и промышленные предприятия, и магазины товаров для ремонта, товаров для обработки дерева, впрочем, в каждом хозяйственном магазине продают наждачную бумагу. Поэтому, главной целью будет производство качественного, дешёвого товара и налаживания контакта с закупщиками.
Кристина Черухина
(с) www.openbusiness.ru - портал бизнес-планов и руководств
Используется для шлифовки, полировки и зачистки поверхностей. Для ручной обработки выбирают листовую или рулонную бумагу (от нее можно отрезать кусок нужного размера). Для машинной - готовые изделия из наждачки: шлифовальные ленты, круги и полосы на липучке. В этом обзоре мы подробно расскажем, какие бывают виды наждачной бумаги и ее зернистости.
Виды наждачной бумаги
Основная характеристика наждачки - это зернистость, т.е. количество абразивных зерен на квадратный дюйм поверхности. При низкой зернистости размер частиц сравнительно велик. Крупнозернистую бумагу используют в начале обработки. Она позволяет грубо отшлифовать и зачистить поверхность, снять остатки старой краски. После нее остаются царапины, поэтому необходима дальнейшая шлифовка более мелкой наждачкой.
С увеличением зернистости размер зерна уменьшается. Такую шкурку называют мелкозернистой. Она используется для тонкой, тщательной обработки, в частности перед покраской. Простой пример - вы решили перекрасить шкаф. Вам понадобятся 2 вида наждачной бумаги для дерева, различающиеся по зернистости. Сначала крупная (P60), затем средняя (P100). В идеале лучше пройтись еще и третьей, более мелкой шкуркой (P150).
Второй по значимости параметр - тип основы. Выделяют два основных вида бумаги:
- С бумажной основой. Бывает обычной и влагостойкой. Из преимуществ - стоит дешевле, не растягивается при работе. Возможно наносить наиболее мелкое зерно. Из минусов - менее устойчива к износу.
- С тканевой основой. Стоит дороже бумажной, зато обладает высокой прочностью на разрыв и более устойчива к влаге. В силу своей эластичности может вытягиваться в длину. Чем жестче основа, тем долговечнее будет лента.
Таблица зернистости наждачной бумаги
В зависимости от зернистости бумаги есть два стандарта маркировки: российский (с буквами Н и М) и международный (с латинской P). Ниже вы найдете таблицу соответствия маркировок. Синим цветом отмечены виды бумаги с крупной и средней зернистостью, желтым - с мелкой зернистостью. Также указан предполагаемый вид работ.


