IPK STANDARDS PUBLISHING STATE STANDARD OF THE UNION SSR
STEEL ELECTRIC WELDED STRAIGHT PIPES.
Range.
1. This standard specifies assortment of steel longitudinal welded pipes.
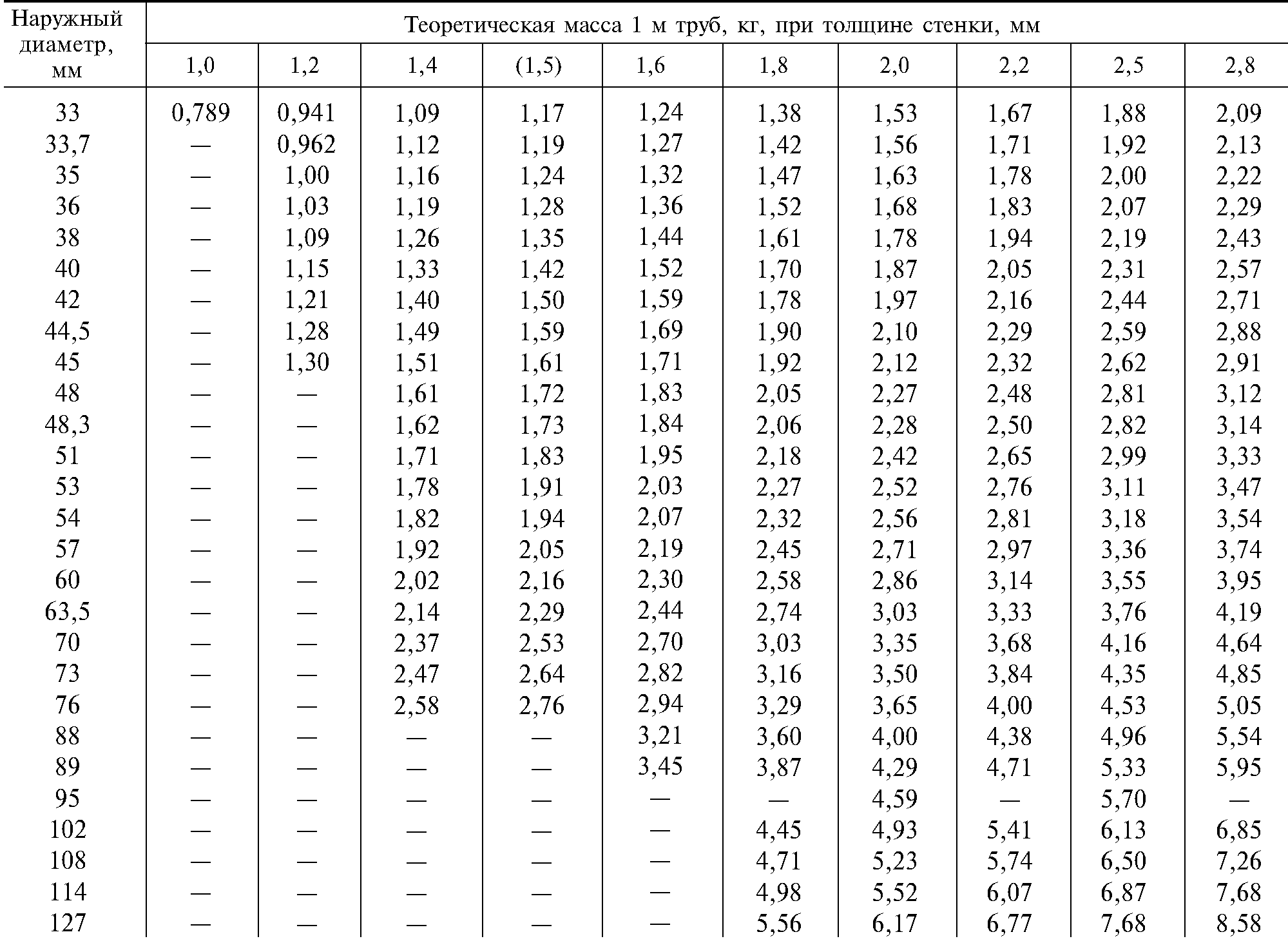
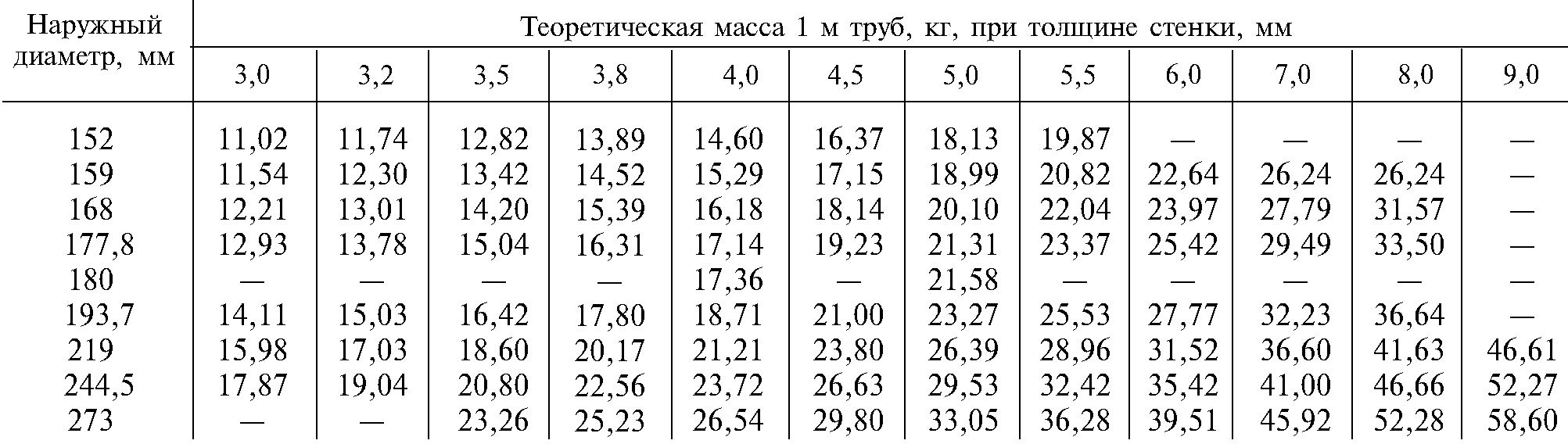
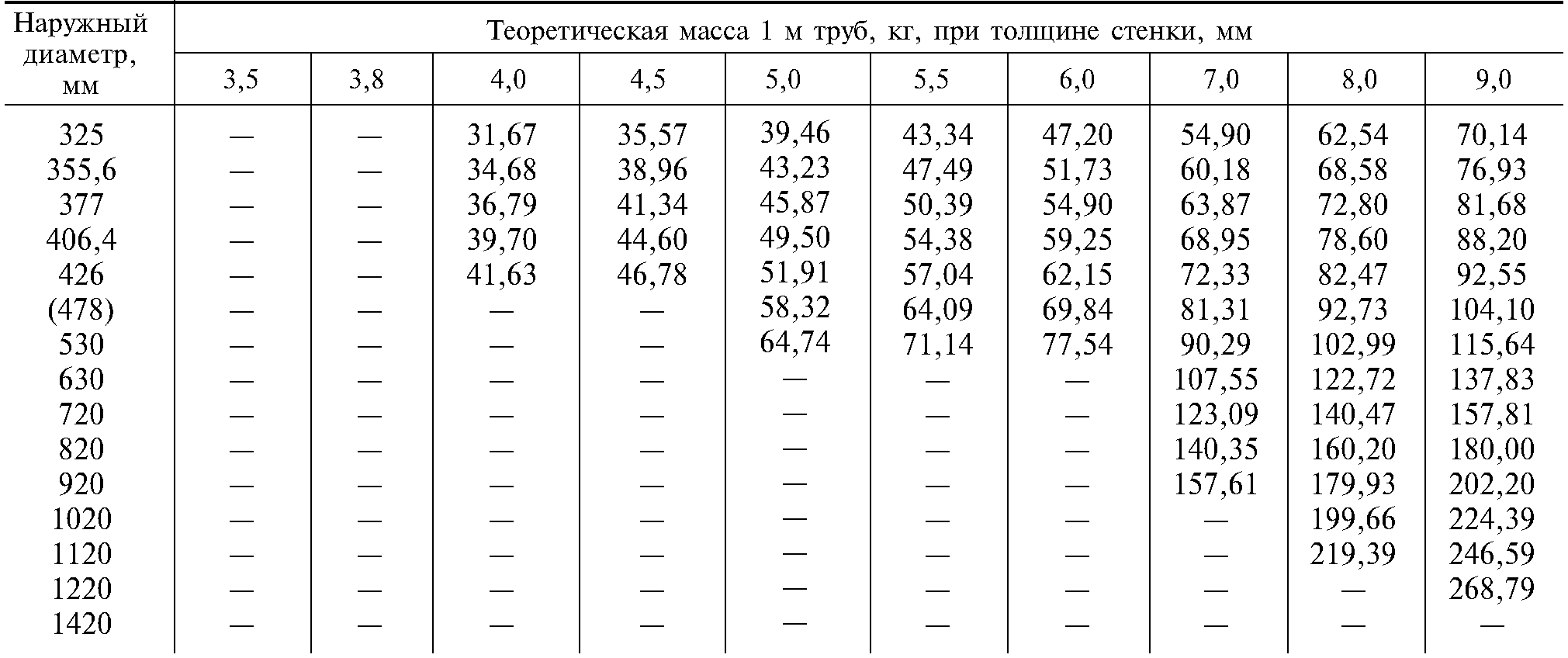
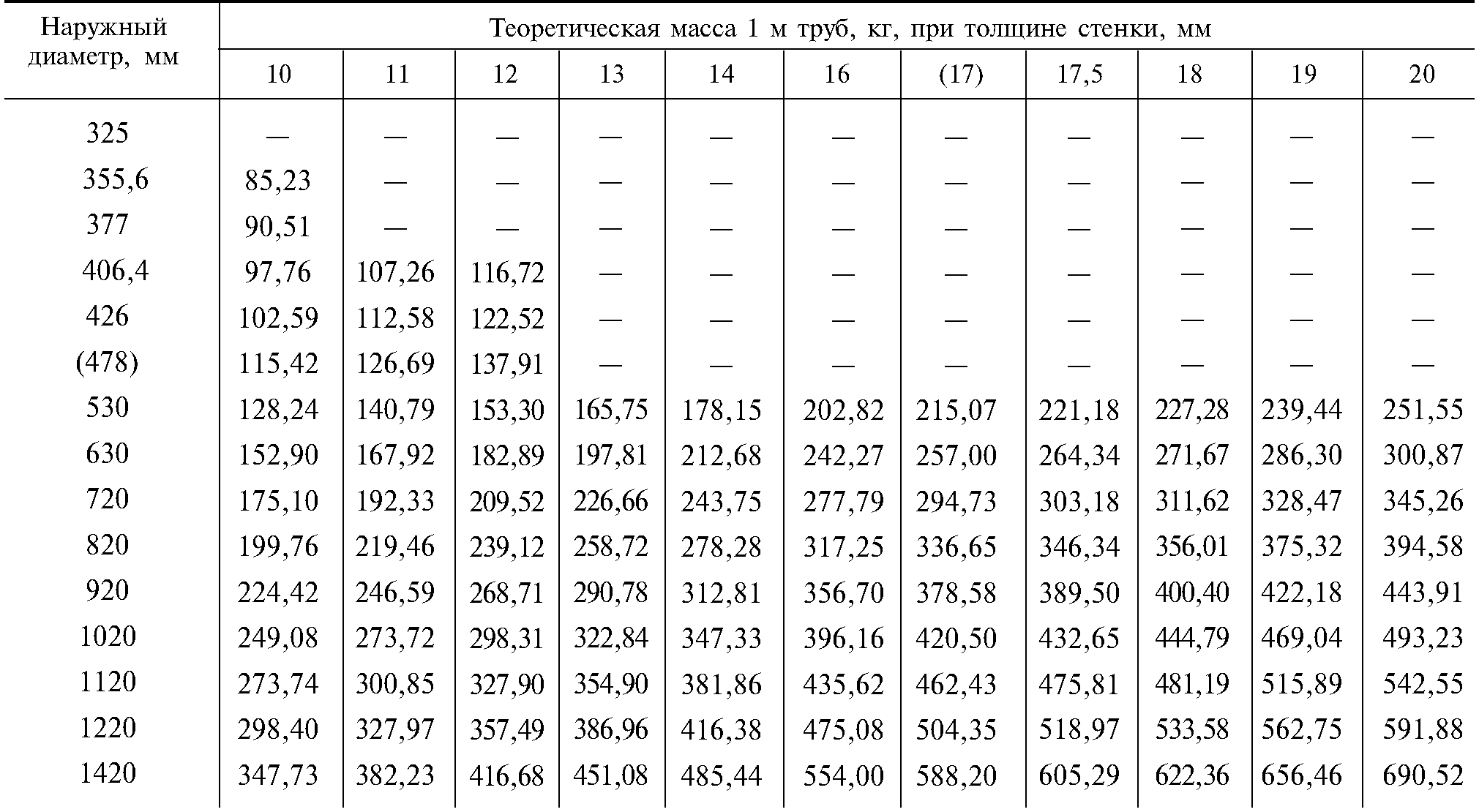
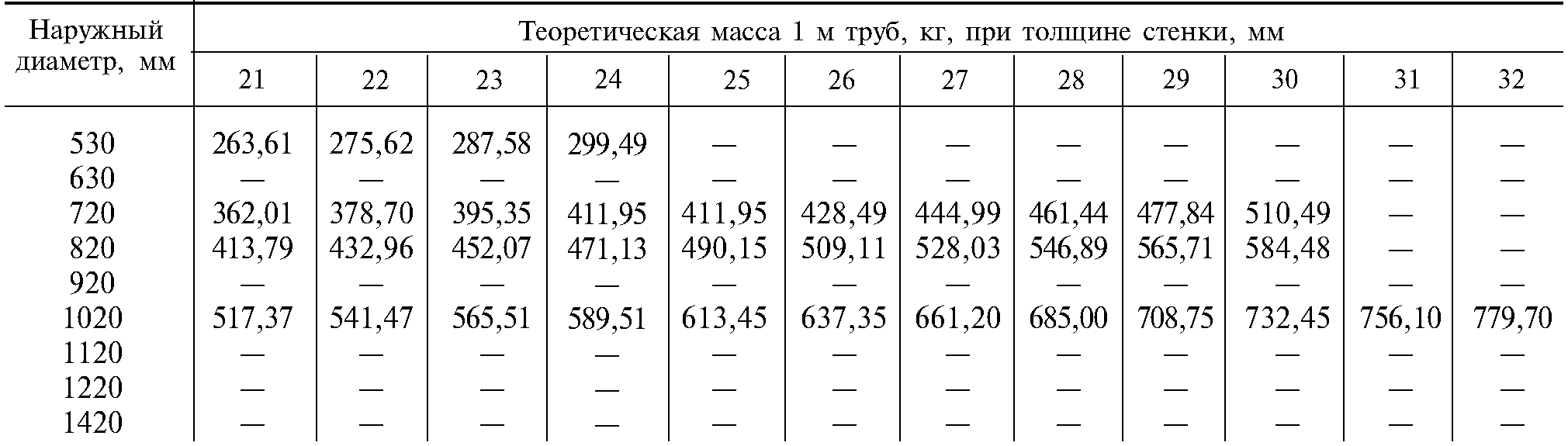
2. The dimensions of the pipes must correspond to table. 1 .
3. The length of the pipe is made: off-gauge length:
- with a diameter of up to 30 millimeters - not less than 2 m;
- with a diameter of c. 30 to 70 millimeters - not less than 3 m;
- with a diameter of St. 70 to 152 millimeters - not less than 4 m;
- with a diameter of St. 152 millimeters - at least 5 m.
At the request of the consumer, pipes of groups A and B in accordance with GOST 10705 with a diameter of over 152 millimeters are made with a length of at least 10 m; pipes of all groups with a diameter of up to 70 millimeters - at least 4 m long;
- measured length:
- with a diameter of up to 70 millimeters - from 5 to 9 m;
- with a diameter of St. 70 to 219 mm - 6 to 9 m;
- with a diameter of St. 219 to 426 millimeters - 10 to 12 m.
Pipes with a diameter of over 426 millimeters are made only of unmeasured length. By agreement between the manufacturer and the consumer, pipes with a diameter of over 70 to 219 millimeters are allowed to be made from 6 to 12 m; multiple of length, multiple of at least 250 millimeters and not exceeding the lower limit. installed for measuring pipes. The allowance for each cut is set at 5 millimeters (unless another allowance is specified) and is included in each multiplicity. You can use a pipe calculator to calculate pipe weight or pipe length.
Table 1
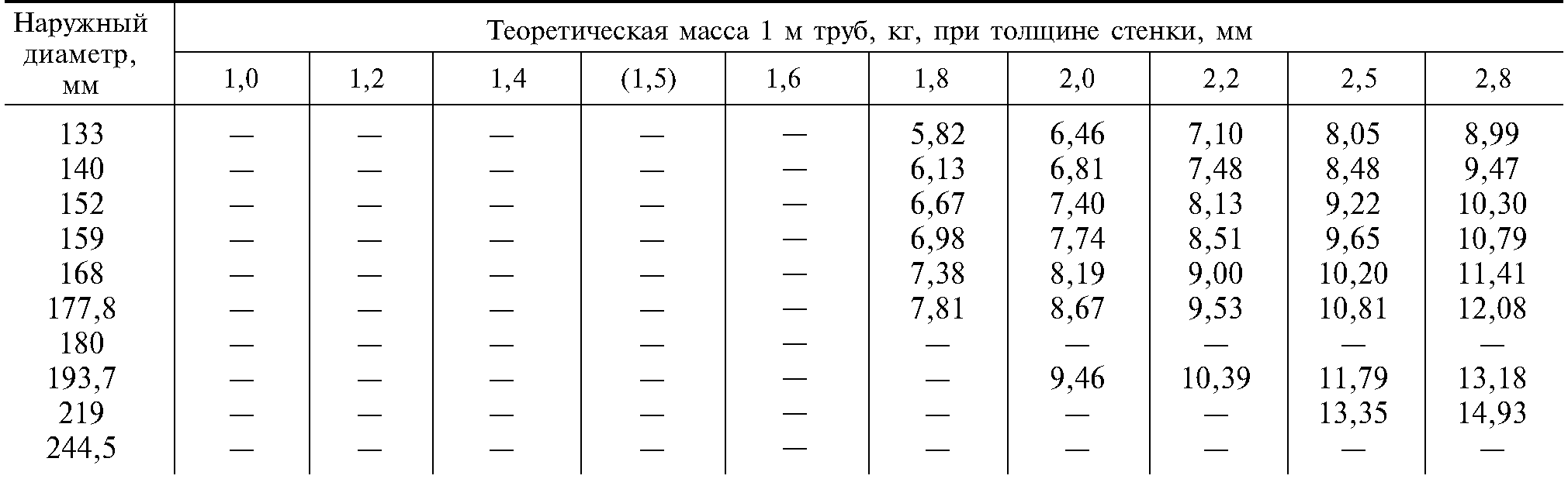
Continuation of table. 1
|
Outside diameter... millimeters |
The theoretical weight of 1 m of pipes. kg. with wall thickness. millimeters |
|||||||||
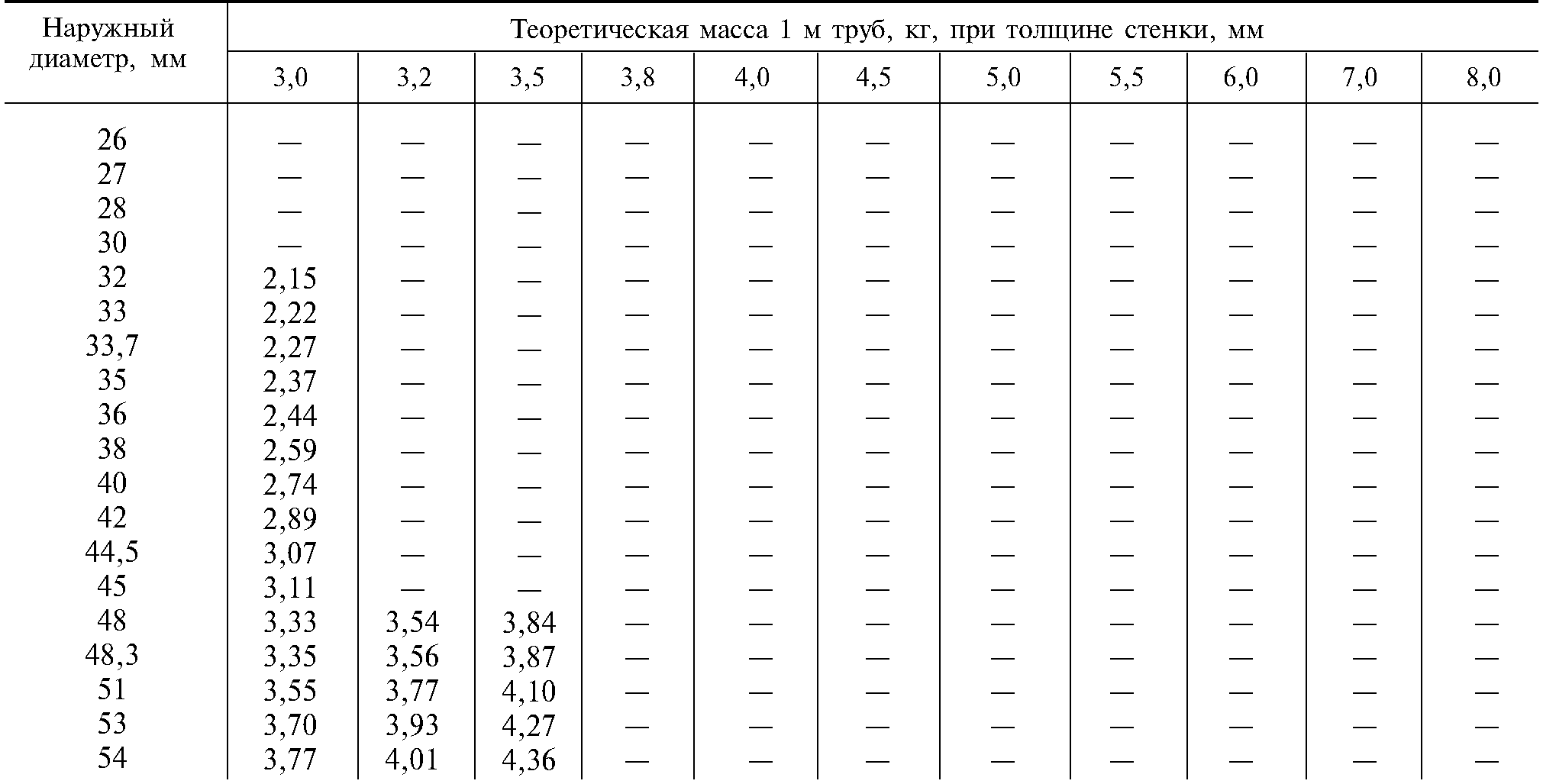
Continuation of table. 1
|
Outside diameter. millimeters |
The theoretical weight of 1 m of pipes. kg. with wall thickness. millimeters |
|||||||||
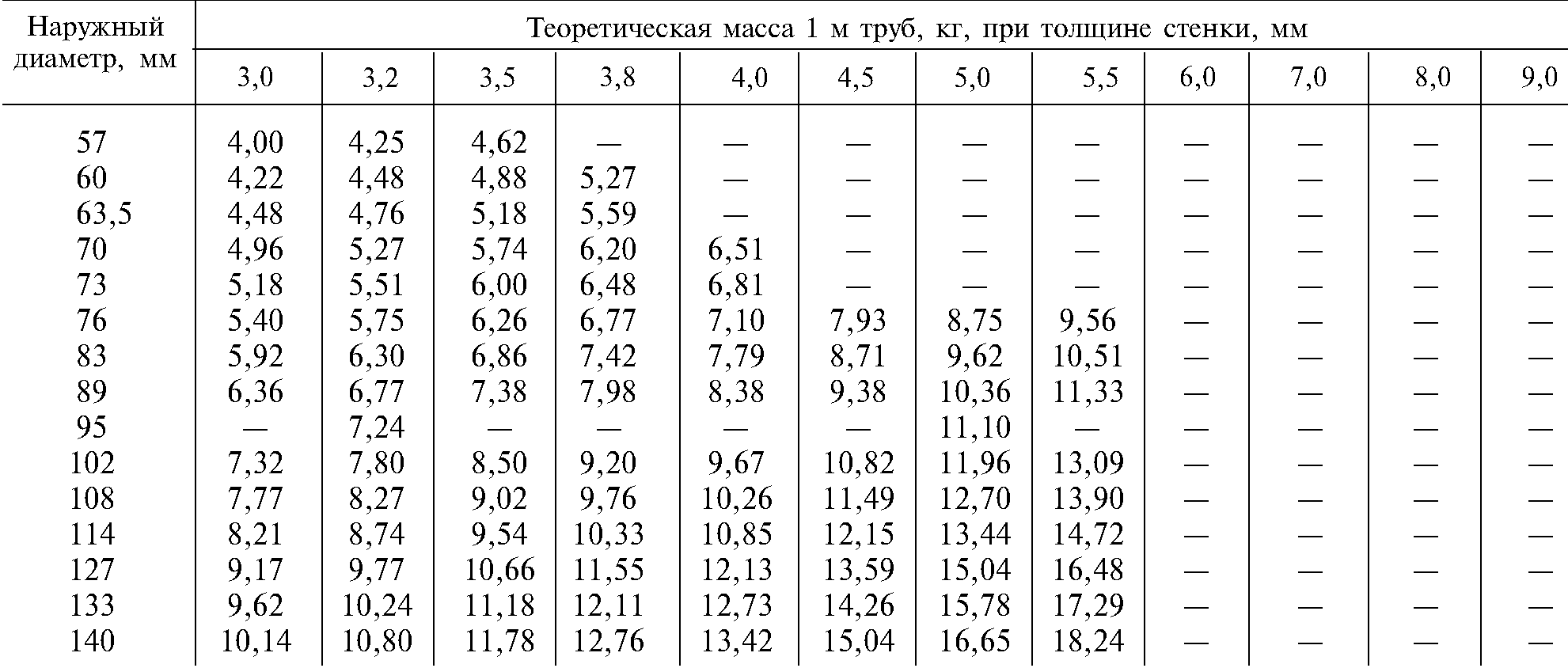
Continuation of table. 1
|
Outside diameter. millimeters |
The theoretical weight of 1 m of pipes. kg. with wall thickness. millimeters |
||||||||||
Continuation of table. 1
|
Outside diameter. millimeters |
The theoretical weight of 1 m of pipes. kg. with wall thickness. millimeters |
|||||||||||
Continuation of table. 1
|
Outside diameter. millimeters |
The theoretical weight of 1 m of pipes. kg. with wall thickness. millimeters |
|||||||||
Continuation of table. 1
|
Outside diameter. millimeters |
The theoretical weight of 1 m of pipes. kg. with wall thickness. millimeters |
||||||||||
Continuation of table. 1
|
Outside diameter. millimeters |
The theoretical weight of 1 m of pipes. kg. with wall thickness. millimeters |
|||||||||||
Notes:
1. In the manufacture of pipes according to GOST 10706, the theoretical weight increases by 1% due to the reinforcement of the seam.
2. By agreement between the manufacturer and the consumer, pipes with dimensions 41.5 ґ1.5-3.0 are manufactured; 43 ґ1.0; 1.53.0; 43.5 ґ1.5-3.0; 52 ґ2.5; 69.6 ґ1.8; 111.8 ґ2.3; 146.1 ґ5.3; 6.5; 7.0; 7.7; 8.5; 9.5; 10.7; 152.4 ґ1.9; 2.65; 168 ґ2.65; 177.3 ґ1.9; 198 ґ2.8; 203 ґ2.65; 299 ґ4.0; 530 ґ7.5; 720 ґ7.5; 820 ґ8.5; 1020 ґ9.5; 15.5; 1220 ґ13.5; 14.6; 15.2 mm. as well as with an intermediate wall thickness and diameters within the table. 1.
3. It is not recommended to use pipe sizes for new design.
3.1. Pipes of measured and multiple lengths are manufactured in two accuracy classes:
- I - with end trimming and deburring;
- II - without trimming and deburring (with cutting in the mill line).
3.2. Maximum deviations along the length of the measuring pipes are given in table. 2.
table 2
3.3. Maximum deviations along the total length of multiple pipes should not exceed:
- + 15 millimeters - for pipes of I class of accuracy;
- + 100 mm - for II class pipes.
3.4. At the request of the consumer, pipes of measured and multiple lengths of accuracy class II must be with cut ends and on one or two sides.
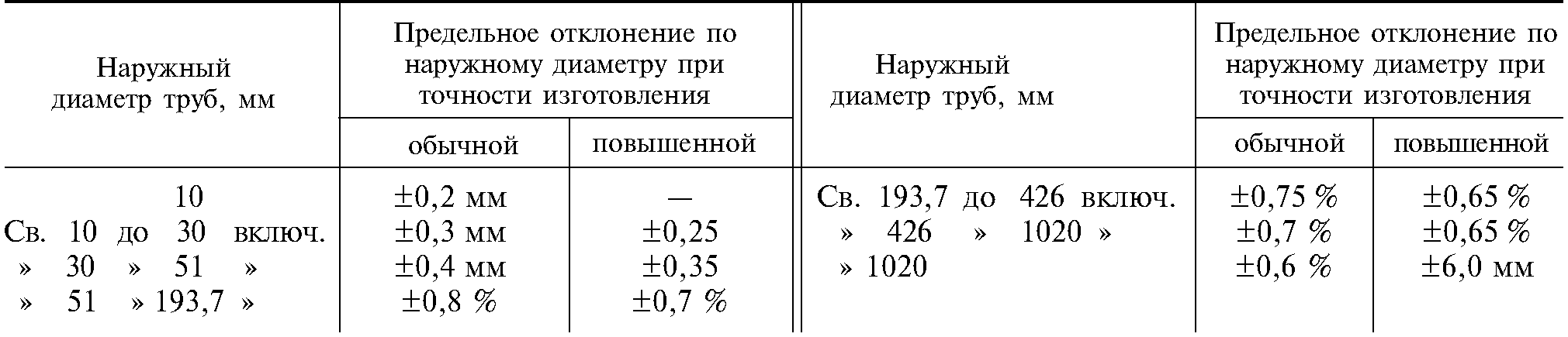
4. Limit deviations for the outer diameter of the pipe are given in table. 3.
Table 3
Note. For diameters. controlled by perimeter measurement. the highest and lowest perimeter limits are rounded to the nearest 1 millimeter.
5. At the request of the consumer, pipes in accordance with GOST 10705 are manufactured with one-sided or offset tolerance on the outer diameter. One-sided or offset tolerance should not exceed the sum of the maximum deviations. given in table. 3.
6. Limit deviations in wall thickness must correspond to:
± 10% - with pipe diameters up to 152 millimeters;
GOST 19903 - with pipe diameters over 152 millimeters for maximum sheet width of normal accuracy.
By agreement between the consumer and the manufacturer, it is allowed to manufacture pipes with one-sided wall thickness tolerance. in this case, the one-sided tolerance should not exceed the sum of the sums of the maximum deviations in the wall thickness.
7. For pipes with a diameter of more than 76 millimeters, a thickening of the wall at the burr by 0.15 millimeters is allowed.
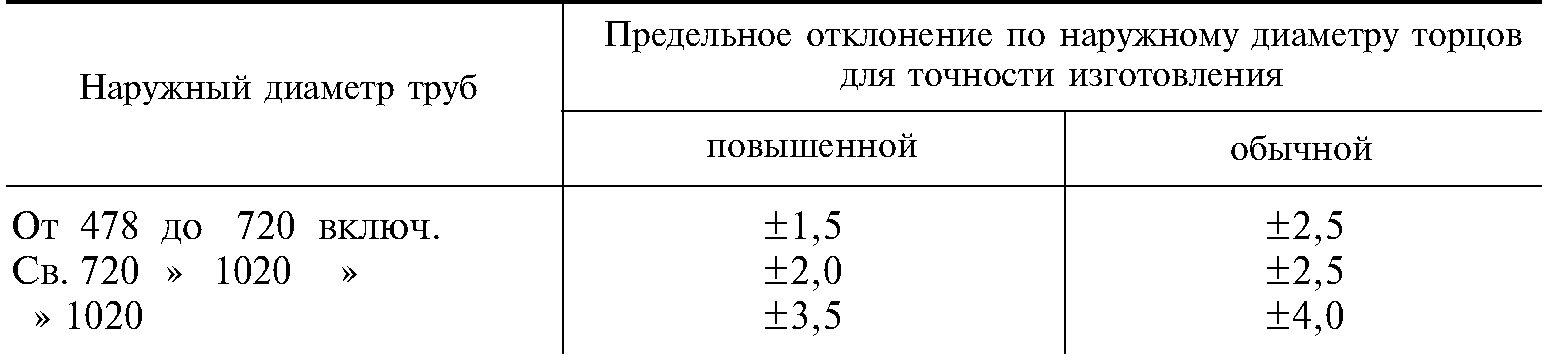
8. Pipes for pipelines with a diameter of 478 mm and more. manufactured in accordance with GOST 10706. are supplied with maximum deviations in the outer diameter of the ends. given in table. 4.
Table 4
9. Out-of-roundness and uniformity of pipes with a diameter of up to 530 mm inclusive. manufactured in accordance with GOST 10705. should be no more than the maximum deviations, respectively, in the outer diameter and wall thickness.
Pipes with a diameter of 478 mm or more. manufactured in accordance with GOST 10706. should be of three classes of accuracy in terms of ovality. The ovality of the pipe ends should not exceed:
- 1% of the outer diameter of pipes for the 1st class of accuracy;
- 1.5% of the outer diameter of pipes for the 2nd class of accuracy;
- 2% of the outer diameter of pipes for the 3rd accuracy class.
The ovality of the ends of pipes with a wall thickness of 0.0 1 of the outer diameter is established by agreement between the manufacturer and the consumer.
10. Curvature of pipes. manufactured in accordance with GOST 10705. should not exceed 1.5 millimeters per 1 m of length. At the request of the consumer, the curvature of pipes with a diameter of up to 152 millimeters should be no more than 1 millimeter per 1 m of length.
General curvature of pipes. manufactured in accordance with GOST 10706. should not exceed 0.2% of the pipe length. The curvature per 1 m of the length of such pipes is not determined.
11. Technical requirements must comply with GOST 10705 and GOST 10706.
Examples of symbols:
A pipe with an outer diameter of 76 millimeters. wall thickness 3 millimeters. measured length. II class of accuracy in length. from steel grade St3sp. manufactured according to group B GOST 10705-80:
Note. In pipe symbols. heat treated throughout the volume. the letter T is added after the words "pipe"; pipes. passed local heat treatment of the weld. - the letter L is added.
INFORMATION DATA
1. DEVELOPED AND INTRODUCED by the Ministry of Metallurgy of the USSR
DEVELOPERS
V.P.Sokurenko. Cand. tech. sciences; V. M. Vorona. Cand. tech. Sciences; P. N. Ivshin. Cand. tech. Sciences; N.F. Kuzenko. V. F. Ganzina
Longitudinal welded pipes (GOST 10704–91 and 10705–80) can be produced in several different groups with or without additional heat treatment.
1 Longitudinal electric-welded steel pipes - GOST 10705-80
The specified State Standard provides information on the assortment and manufacturing technology of longitudinal welded pipe products, which have a diameter from 10 to 530 millimeters. They are produced from low-alloy and for operation as part of various building and other structures, as elements of pipelines and products of different purpose.
Note that GOST 10705–80 "do not obey" the pipes used for the production of electric heat heaters. By quality characteristics longitudinal steel pipe (GOST 10704-91 and 10705-80) belongs to one of four groups. Products of group "A" are produced according to Gosstandart 380 from semi-calm, calm and boiling steel 1, 2, 3 and 4. Finished products are manufactured with standardization of mechanical parameters. Products of group "B" are made:
- by State standard 9045 from steel 08U;
- according to standard 380 from St1 – St4;
- according to standard 19281 from steels with low level alloying, in which there should be no more than 0.46 percent carbon (thus making pipes with a cross section of more than 114 mm);
- according to Gosstandart 1050 from St10, 08, 20 and 15 (cn, kp, ps).

Also, products of group "B" (all of them are compulsorily standardized by their chemical composition) are made of steel 22ГЮ, which has the following chemical composition (in percents):
- from 1.2 to 1.4 - manganese;
- from 0.15 to 0.22 - carbon;
- 0.03 - titanium;
- from 0.15 to 0.3 - silicon;
- from 0.02 to 0.05 - aluminum;
- up to 0.02 - phosphorus and calcium;
- up to 0.4 - chrome;
- up to 0.01 - sulfur;
- up to 0.012 - nitrogen.
Pipes of group "C" are already standardized in terms of chemical composition and mechanical characteristics. Moreover, their production is carried out from steels that are used for the manufacture of products of group "B". In addition, longitudinal welded pipe structures can be of the "D" group. In this case, they are normalized according to the indicators of the hydraulic test pressure.

GOST says that:
- pipes made of steels with a small amount of alloying elements can be produced both without additional heat treatment, and with it (for example, with), and the treatment is carried out along the entire welded joint or along the volume of the structure);
- also processed by high temperatures and products from steels of carbonaceous composition, but they can also be reduced by hot technology, but products from St1 never undergo heat treatment;
- the plant, which produces electric-welded structures, has the right to independently choose a specific variant of heat treatment, it is allowed to carry it out even in a protective environment, but according to a preliminary agreement with the buyer of the finished product.
2 Special requirements for welded pipes with straight seam in accordance with GOST 10705
Finished tubular products are subject to the following Gosstandart requirements:
- On their surfaces there should be no sunsets, cracks, flaws and captivity. If pipes are processed at high temperature, the presence of an oxide film on the products is allowed. In this case, the presence of dross is not allowed.
- In those cases when traces of stripping, small-sized risks, nicks, scale, ripples, dents do not deduce the cross-section of the pipe structure and the thickness of its wall beyond the permissible deviations, they may be present on the products.
- The brewing zone must be cleaned, and seam lack of penetration is also brewed.
- Edges can be offset with respect to the (nominal) wall thickness by no more than 10 percent. For pipes with a cross section of 159 mm, the allowable displacement indicator increases to 20 percent.

The mechanical parameters of the base steel for hot-rolled and heat-treated products vary depending on its grade:
- relative elongation: from 20 (steel 26HMA, 17G1S, 09G2S, 20F, 13HFA) to 30 (08Yu) percent;
- yield point: from 174 (08Yu and 08kp) to 343 (26XMA, 17G1S, etc.) N / mm 2;
- resistance (temporary) at rupture: from 255 to 490 kgf / mm 2.
The mechanical characteristics of low-alloy alloys and 22GYu steel may differ from standard ones as agreed with consumers.

Other important provisions of the document describing the production process of longitudinal seam pipes include the following requirements:
- one seam in the transverse direction is allowed on products with a cross section of 57 mm;
- if heat-treated pipes are repaired by welding, they must be re-processed along the seam or by volume using a similar technique;
- be sure to remove the outer burr on the products;
- burrs are removed from the ends of the structures (by stripping), pipes are cut at right angles.
3 Longitudinal welded pipes - GOST 10704-91
This official document establishes the dimensions of pipe products made of steels in accordance with GOST 10705, as well as their maximum deviations from standard values \u200b\u200band the range of electric-welded pipes. From it you can find out that the finished product is manufactured below the given parameters:
- diameter (outer): 10–1420 mm;
- length: off-gauge - 2–5 m depending on the pipe cross-section, measured - 5–12 m; multiple (the multiplicity should not be higher than the lower limit of the measured length and at the same time have a multiplicity of 25 cm and more);
- wall thickness: 1–32 mm;
- weight (theoretical) of one kilogram of finished product: varies from 0.222 kg for a pipe with a wall of 1 mm and a section of 10 mm to 779 kg for products with a wall of 32 mm and a section of 1020 mm.
It is important to know that in the case when products are manufactured according to Gosstandart 10706, the weight of pipes is large for all products, which is due to the need to strengthen the welded seam.

The length (measured) deviations of pipe structures can be as follows:
- +5 cm for class 2 products and +1 cm for class 1 (pipes less than 6 meters long);
- +7 and +1.5 cm for pipes over 6 meters long.
In terms of a multiple of the length, the deviations that the standard allows are +10 cm for products of the 2nd class and +1.5 cm for the 1st, regardless of the length of the structure. Pipes of the 1st class are understood as products with deburred and cut ends, 2nd class - without deburring and trimming.
The manufacturing accuracy of longitudinal welded pipe in accordance with GOST 10704-91 is:
- increased;
- usual.

Production accuracy is considered when describing tolerances finished products from their diameter (outer):
- pipes over 1020 mm: ± 6.0 mm (increased accuracy) and ± 0.6% (normal);
- 426-1020: ± 0.65% and ± 0.7%;
- 193.7-426: ± 0.65% and ± 0.75%;
- 51-193.7: ± 0.7% and ± 0.8%;
- 30–51: ± 0.35 mm and ± 0.4 mm;
- 10-30: ± 0.25 mm and ± 0.3 mm.
Pipes with a cross section of less than 10 mm of normal accuracy may have deviations of up to ± 0.2 mm; for high-precision products, deviations are not provided.
The difference in wall thickness and the ovality of electrically welded products with a cross section of no more than 530 mm is possible no higher than the allowed deviations in wall thickness and outer section, respectively. But the curvature of the pipes cannot be higher than 1.5 mm per one meter of their length. For products that are planned to be used in critical structures as constituent elements, the curvature must be even less - up to 1 mm.
Electrically welded steel line-weld tubes. Range
GOST 10704-91
OKP 13 7300, 13 8100, 13 8300
Date of introduction 01.01.93
1. This standard specifies the range of longitudinal electric-welded steel pipes.
2. The dimensions of the pipes must correspond to table. 1.
3. The length of the pipe is made: off-gauge length:
with a diameter of up to 30 mm - at least 2 m; with a diameter of St. 30 to 70 mm - at least 3 m; with a diameter of St. 70 to 152 mm - at least 4 m; with a diameter of St. 152 mm - not less than 5 m.
At the request of the consumer, pipes of groups A and B in accordance with GOST 10705 with a diameter of over 152 mm are manufactured with a length of at least 10 m; pipes of all groups with a diameter of up to 70 mm - at least 4 m long; measured length:
with a diameter of up to 70 mm - from 5 to 9 m;
with a diameter of St. 70 to 219 mm - from 6 to 9 m;
with a diameter of St. 219 to 426 mm - 10 to 12 m.
Pipes over 426 mm in diameter are made only of unmeasured length. By agreement between the manufacturer and the consumer, pipes with a diameter over 70 to 219 mm are allowed to be made from 6 to 12 m;
multiple of length by a multiplicity of at least 250 mm and not exceeding the lower limit established for measuring pipes. The allowance for each cut is set at 5 mm (if no other allowance is specified) and is included in each multiplicity.
Table 1
Continuation of table. 1
Continuation of table. 1
Continuation of table. 1
Continuation of table. 1
Continuation of table. 1
Continuation of table. 1
Continuation of table. 1
Continuation of table. 1
Note:
1. In the manufacture of pipes according to GOST 10706, the theoretical weight increases by 1% due to the reinforcement of the seam.
2. By agreement between the manufacturer and the consumer, pipes with dimensions 41.51.5-3.0 are manufactured; 43 1.0, 1.5-3.0; 43.51.5-3.0; 52 2.5; 69.61.8; 111.8 2.3; 146.15.3; 6.5; 7.0; 7.7; 8.5; 9.5; 10.7; 152.41.9; 2.65; 1682.65; 177.31.9; 1982.8; 203 2.65; 299 4.0; 530 7.5; 720 7.5; 820 8.5; 1020 9.5; 15.5; 1220 13.5; 14.6; 15.2 mm, as well as with an intermediate wall thickness and diameters within the table. 1.
3. Pipe dimensions in brackets are not recommended for new design.
3.1. Pipes of measured and multiple lengths are manufactured in two accuracy classes in length:
I - with end trimming and deburring;
II - without trimming and deburring (with cutting in the mill line).
3.2. Maximum deviations along the length of the measuring pipes are given in table. 2.
Table 2

3.3. Maximum deviations along the total length of multiple pipes should not exceed:
15 mm - for pipes of I class of accuracy;
100 mm - for pipes of II class of accuracy.
3.4. At the request of the consumer, pipes of measured and multiple lengths of accuracy class II must be with cut-off ends on one or two sides.
4. Limit deviations for the outer diameter of the pipe are given in table. 3.
Table 3
Note. For diameters controlled by perimeter measurement, the highest and lowest perimeter limits are rounded to the nearest 1 mm.
5. At the request of the consumer, pipes in accordance with GOST 10705 are manufactured with one-sided or offset tolerance on the outer diameter. One-sided or offset tolerance should not exceed the sum of the maximum deviations given in table. 3.
6. Limit deviations in wall thickness must correspond to:
± 10% - for pipe diameters up to 152 mm;
GOST 19903 - for pipe diameters over 152 mm for maximum sheet width of normal accuracy.
By agreement between the consumer and the manufacturer, it is allowed to manufacture pipes with a one-sided tolerance in the wall thickness, while the one-sided tolerance should not exceed the sum of the maximum deviations in the wall thickness.
7. For pipes with a diameter over 76 mm, the wall thickening at the burr by 0.15 mm is allowed.
8. Pipes for pipelines with a diameter of 478 mm and more, manufactured in accordance with GOST 10706, are supplied with maximum deviations in the outer diameter of the ends, given in table. 4.
9. Ovality and evenness of pipes with a diameter of up to 530 mm inclusive, manufactured according to GOST 10705, should be no more than the maximum deviations, respectively, in the outer diameter and wall thickness.
Pipes with a diameter of 478 mm and more, manufactured in accordance with GOST 10706, must be of three accuracy classes in terms of ovality. The ovality of the pipe ends should not exceed:
1% of the outer diameter of pipes for the 1st class of accuracy;
1.5% of the outer diameter of pipes for the 2nd class of accuracy;
2% of the outer diameter of pipes for the 3rd accuracy class.
The ovality of the ends of pipes with a wall thickness of less than 0.01 of the outer diameter is established by agreement between the manufacturer and the consumer.
10. The curvature of pipes made in accordance with GOST 10705 should not exceed 1.5 mm per 1 m of length. At the request of the consumer, the curvature of pipes with a diameter of up to 152 mm should not exceed 1 mm per 1 m of length.
The total curvature of pipes manufactured in accordance with GOST 10706 should not exceed 0.2% of the pipe length. The curvature per 1 m of the length of such pipes is not determined.
11. Technical requirements must comply with GOST 10705 and GOST 10706.
EXAMPLES OF CONVENTIONAL ESTIMATES
A pipe with an outer diameter of 76 mm, a wall thickness of 3 mm, measured length, accuracy class II in length, made of steel grade St3sp, manufactured according to group B GOST 10705-80:
The same, with increased accuracy in the outer diameter, length divisible by 2000 mm, accuracy class I in length, from steel grade 20, made according to group B GOST 10705-80:
A pipe with an outer diameter of 25 mm, a wall thickness of 2 mm, a length multiple of 2000 mm, accuracy class II in length, manufactured according to group D of GOST 10705-80:
Pipe with an outer diameter of 1020 mm, increased manufacturing accuracy, 12 mm wall thickness, increased accuracy in the outer diameter of the ends, 2nd class of accuracy in ovality, unmeasured length, made of steel grade StZsp, manufactured according to group B GOST 10706-76:
Note. In the symbols of pipes that have undergone heat treatment throughout the volume, the letter T is added after the words "pipe"; pipes that have undergone local heat treatment of the weld, the letter L. is added.
INFORMATION DATA
1. DEVELOPED AND INTRODUCED by the Ministry of Metallurgy of the USSR
V.P.Sokurenko, Cand. tech. sciences; V. M. Vorona, Cand. tech. sciences; P. N. Ivshin, Ph.D. tech. sciences; N.F. Kuzenko, V.F. Ganzina


