Grinding wheels are characterized by the geometric shape (type), type of abrasive material, its grain size, bond type, hardness, etc. And when choosing a grinding wheel, characteristics such as the degree of hardness or structure may be more important than the type of abrasive.
The complete marking of the grinding wheels contains:
- circle type;
- its size;
- type of abrasive material;
- grain number;
- degree of hardness;
- structure (the ratio between abrasive, bond and pores in the body of the instrument);
- type of ligament;
- maximum speed;
- accuracy class;
- imbalance class.
The marking of wheels, made in accordance with different editions of GOSTs, has some differences regarding the designations of grain size, hardness, grade of abrasive and bond. Manufacturers mark their circles differently, using old or new designations and excluding some characteristics. Below are examples of the decoding of the designation of grinding wheels.
3 - hardness: K - medium soft;
4 - structure: 6 - medium;
6 - class of imbalance: 2

1 - abrasive material: 25A - white electrocorundum;
2 - grain size (old marking): 60 (according to GOST it should be 63) - 800-630 microns;
3 - hardness: K-L - depending on the circumstances, it can be K or L - medium soft;
4 - bond: V - ceramic.
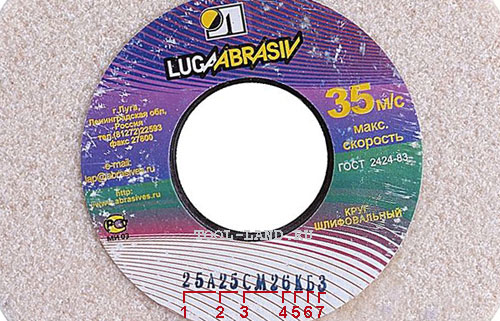
1 - abrasive material: 25A - white electrocorundum;
2 - grain size (old marking): 25 - 315-250 microns;
3 - hardness (old marking): CM2 - medium soft;
4 - structure: 6 - medium;
5 - bundle (old marking): K - ceramic;
6 - accuracy class: B
7 - class of imbalance: 3

1 - abrasive material: 25A - white electrocorundum;
2 - grain size: F46 - average size 370 microns;
3 - hardness: L - medium soft;
4 - structure: 6 - medium;
5 - bundle: V - ceramic;
6 - peripheral speed: 35 m / s;
7 - accuracy class: B
8 - class of imbalance: 3

1 - abrasive material: 14A - normal electrocorundum;
2 - grain size: F36-F30 - extended range including F36 (average size 525 microns) and F30 (average size 625 microns);
3 - hardness: Q-U - depending on the circumstances, it can be medium hard, hard, very hard;
4 - bunch: BF - bakelite with reinforcing elements;
5 - class of imbalance: 1
The choice of the brand of the grinding wheel should be made taking into account all its characteristics.
Grinding wheel types and sizes
| 1 | 150x16x32 | 25A | F46 | L | 6 | V | 35 | B | 3 |
The following types of grinding wheels are produced (designations according to the old GOST 2424-75 are given in brackets):
- 1 (PP) - straight profile;
- 2 (K) - circular;
- 3 (3П) - conical;
- 4 (2П) - double-sided conical;
- 5 (PV) - with one-sided groove;
- 6 (ЧЦ) - cylindrical cup;
- 7 (LDPE) - with two undercuts;
- 9 - with a double-sided groove;
- 10 (PVDS) - with double-sided groove and hub;
- 11 (CHK) - cup conical;
- 12 (T) - disc-shaped;
- 13 - disc-shaped;
- 14 (1T) - disc-shaped;
- 20 - with one-sided conical groove;
- 21 - with a double-sided tapered groove;
- 22 - with a conical groove on one side and cylindrical on the other;
- 23 (PVC) - with conical and cylindrical grooves on one side;
- 24 - with a tapered and cylindrical groove on one side and a cylindrical groove on the other;
- 25 - with conical and cylindrical grooves on one side and conical on the other;
- 26 (PVDK) - with conical and cylindrical grooves on both sides;
- 27 - with a recessed center and reinforcing elements;
- 28 - with a recessed center;
- 35 - straight profile, working with an end;
- 36 (PN) - with pressed-in fasteners;
- 37 - annular with pressed-in fasteners;
- 38 - with a one-way hub;
- 39 - with a double-sided hub.
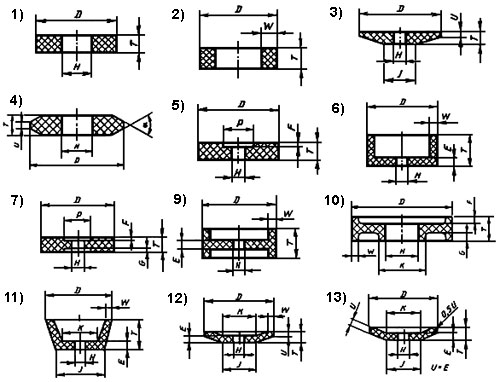
All types are described in GOST 2424-83.
In addition to the profile shape, the circles are characterized by the size DхТхН, where D - outside diameter, T - height, H - hole diameter.
The types of diamond and CBN wheels are regulated by GOST 24747-90. Marking of the shape of CBN and diamond circles consists of 3 or 4 symbols that carry information about the shape of the cross-section of the body, the shape of the cross-section of the CBN-bearing or diamond-bearing layer, the location of the latter on the circle, and the design features of the body (if any).
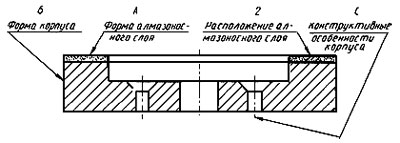
The designation of a grinding wheel with the shape of the body 6, the shape of the diamond-bearing or CBN-bearing layer A, with the location of the diamond-bearing or CBN-bearing layer 2, with the design features of the body C.

All types are described in GOST 24747-90.
The type and dimensions of the wheel are selected based on the type and configuration of the surfaces to be ground, as well as the characteristics of the equipment or tool used.
The choice of wheel diameter usually depends on the spindle speed on the selected machine and on the ability to provide the optimum peripheral speed. Specific wear will be the least at largest size circle in diameter. There are fewer grains on the working surface of circles with smaller sizes, each grain has to be removed large quantity material, and therefore they wear out faster. When working with circles of small diameters, uneven wear is often observed.
When choosing a diamond wheel, it is advisable to pay attention to the width of the diamond layer. When working "on the passage", it should be relatively large. When grinding by the "plunge-cut" method, the width of the diamond spraying should be commensurate with the width of the processed surface. Otherwise, ledges may appear on the surface of the circle.
Abrasives
| 1 | 150x16x32 | 25A | F46 | L | 6 | V | 35 | B | 3 |
The most commonly used abrasive materials for grinding wheels are: alumina, silicon carbide, CBN, diamond.
Electrocorundum produced in the following grades: white - 22A, 23A, 24A, 25A (the larger the number, the higher the quality); normal - 12A, 13A, 14A, 15A, 16A; chromic - 32A, 33A, 34A; titanic - 37A; zirconium - 38A and others.
Silicon carbide... Silicon carbide is available in two varieties: black - 52C, 53C, 54C, 55C and green - 62C, 63C, 64C, differing from each other in some mechanical properties and color. Green carbide is more brittle than black carbide.
Diamond It is widely used for the manufacture of diamond grinding wheels used for finishing and sharpening carbide tools, machining parts from hard alloys, optical glass, ceramics, etc. It is also used for dressing grinding wheels made of other abrasive materials. When heated in air to 800 ° C, the diamond begins to burn.
Elbor (CBN, CBN, borazon, cubonite) is a cubic modification of boron nitride. Having the same hardness as diamond, it significantly surpasses the latter in heat resistance.

Abrasive materials are characterized by hardness, grain size, abrasion, strength, heat and wear resistance. High hardness is the main distinguishing feature of abrasive materials. Below are comparative characteristics of microhardness and heat resistance of basic abrasive materials.
| Materials | Microhardness, kgf / mm 2 |
| Diamond | 8000-10600 |
| Elbor (cubic boron nitride, CBN) | 8000-10000 |
| Boron carbide | 4000-4800 |
| Silicon carbide green | 2840-3300 |
| Silicon carbide black | 2840-3300 |
| Monocorundum | 2100-2600 |
| Electrocorundum white | 2200-2600 |
| Electrocorundum titanium | 2400 |
| Chrome electrocorundum | 2240-2400 |
| Electrocorundum normal | 2000-2600 |
| Corundum | 2000-2600 |
| Quartz | 1000-1100 |
| Titanium carbide | 2850-3200 |
| Wolfram carbide | 1700-3500 |
| Hard alloy T15K6, VK8 | 1200-3000 |
| Mineraloceramics CM332 | 1200-2900 |
| Hardened high speed steel R18 | 1300-1800 |
| Tool steel carbonaceous glued U12 | 1030 |
| Carbon steel glued St.4 | 560 |
The choice of one or another abrasive material is largely determined by the characteristics of the material being processed.
| Abrasive | Application |
| Electrocorundum normal | Possesses high heat resistance, good adhesion to the binder, mechanical strength of grains and significant viscosity required for performing operations with variable loads. Processing of materials with high tensile strength (steel, ductile iron, iron, brass, bronze). |
| Electrocorundum white | In terms of physical and chemical composition, it is more uniform, has a higher hardness and sharp edges, has better self-sharpening and provides a lower roughness of the processed surface compared to normal fused alumina. Processing of the same materials as normal fused alumina. Provides less heat build-up, better surface finish and less wear. Grinding of high-speed and alloyed tool steels. Processing of thin-walled parts and tools, when the removal of heat generated during grinding is difficult (stamps, gear teeth, threaded tools, thin knives and blades, steel cutters, drills, woodworking knives, etc.); parts (flat, internal and profile grinding) with a large contact area between the wheel and the processed surface, accompanied by abundant heat generation; for finishing sanding, honing and superfinishing. |
| Silicon carbide | It differs from electrocorundum in increased hardness, abrasiveness and fragility (grains look like thin plates, as a result of which their fragility increases during operation; in addition, they are less well retained by the binder in the tool). Green silicon carbide differs from black silicon carbide in increased hardness, abrasion and fragility. Processing of materials with low tensile strength, high hardness and brittleness (hard alloys, cast iron, granite, porcelain, silicon, glass, ceramics), as well as highly viscous materials (heat-resistant steels and alloys, copper, aluminum, rubber). |
| Elbor | Has the highest hardness and abrasive ability after diamond; has high heat resistance and increased fragility; inert to iron Grinding and finishing of difficult-to-machine steels and alloys; fine grinding, sharpening and lapping of high-speed steel tools; finishing and final grinding of high-precision workpieces made of heat-resistant, corrosion-resistant and high-alloy structural steels; finishing and final grinding of machine guides, lead screws, the processing of which is difficult with conventional abrasive tools due to large thermal deformations. |
| Diamond | Possesses high wear resistance and low heat resistance; chemically active towards iron; has increased fragility and reduced strength, which contributes to self-sharpening; synthetic diamond of each subsequent grade (from AC2 to AC50) differs from the previous one in higher strength and less fragility. Grinding and finishing of brittle and highly hard materials and alloys (hard alloys, cast irons, ceramics, glass, silicon); fine grinding, sharpening and lapping of carbide cutting tools. |
Diamond wheels are capable of processing material of any hardness. However, it should be borne in mind that diamond is very fragile and does not withstand shock loads poorly. Therefore, it is advisable to use diamond wheels for finishing carbide tools when a small layer of material needs to be removed and there is no shock load on the grain. In addition, diamond has a relatively low thermal resistance, so it is desirable to use it with a coolant.
Grain
| 1 | 150x16x32 | 25A | F46 | L | 6 | V | 35 | B | 3 |
Abrasive grit is a characteristic of grinding wheels that determines the cleanliness of the resulting surface. The grain is either crystal aggregates, or a separate crystal, or its fragments. Like all solids, it is characterized by three dimensions (length, width and thickness), however, for simplicity, they operate with one - width. Many parameters depend on the grain size - the amount of metal removed in one pass, the cleanliness of the processing, the grinding performance, the wear of the wheel, etc.
According to GOST 3647-80, in the designation of the grain size of grinding wheels, the grain size is indicated in units equal to 10 microns (20 \u003d 200 microns), for micropowders - in microns with the addition of the letter M.
In the new GOST R 52381-2005, which basically corresponds to the international FEPA standard, the grain size of grinding powders is indicated by the letter F with a number. The larger the number, the finer the grain and vice versa.
Diamond and CBN wheels have their own grain size designations. Their grain size is indicated by a fraction, the value of the numerator of which corresponds to the size of the side of the upper sieve in microns, and the denominator to the lower sieve.
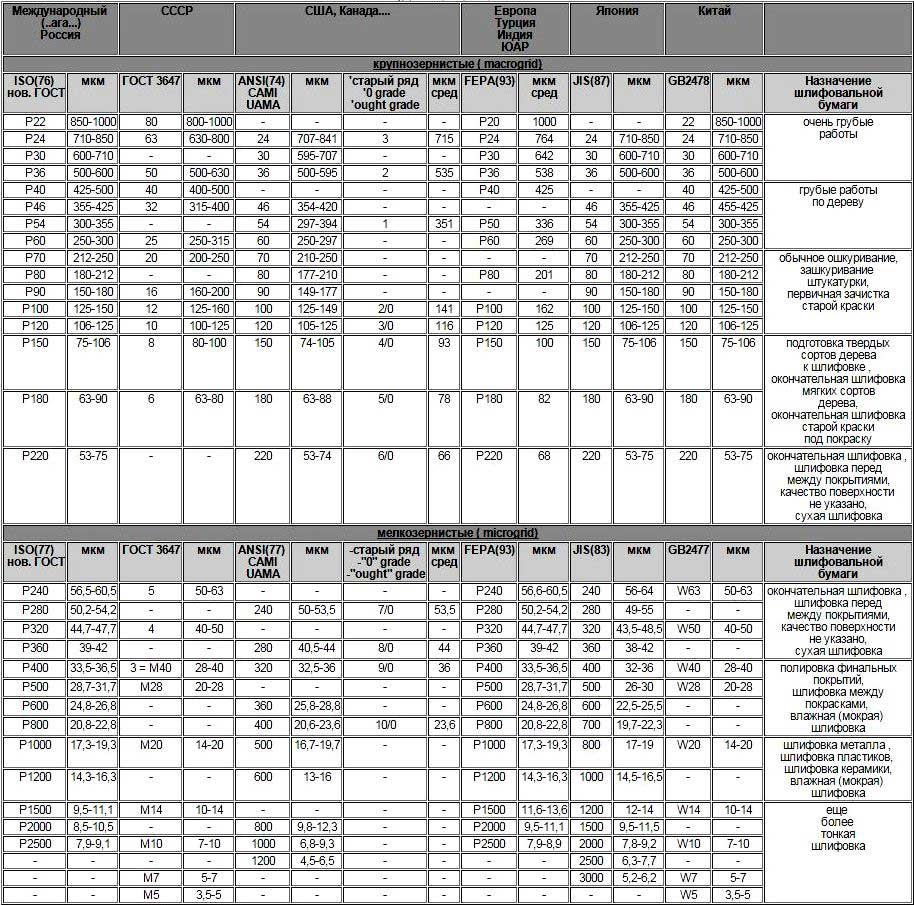
The table below shows the ratios of the grit sizes of the grinding wheels according to old and current standards.
| Designation according to GOST 3647-80 | Designation according to GOST 9206-80 (diamond powders) | Size, μm | FEPA | |
| Designation for abrasive materials, excluding flexible backing materials | The average size, μm | |||
| F 4 | 4890 | |||
| F 5 | 4125 | |||
| F 6 | 3460 | |||
| F 7 | 2900 | |||
| 200 | 2500/2000 | 2500-2000 | F 8 | 2460 |
| F 10 | 2085 | |||
| 160 | 2000/1600 | 2000-1600 | F 12 | 1765 |
| 125 | 1600/1250 | 1600-1250 | F 14 | 1470 |
| 100 | 1250/1000 | 1250-1000 | F 16 | 1230 |
| F 20 | 1040 | |||
| 80 | 1000/800 | 1000-800 | F 22 | 885 |
| 63 | 800/630 | 800-630 | F 24 | 745 |
| 50 | 630/500 | 630-500 | F 30 | 625 |
| F 36 | 525 | |||
| 40 | 500/400 | 500-400 | F 40 | 438 |
| 32 | 400/315 | 400-315 | F 46 | 370 |
| 25 | 315/250 | 315-250 | F 54 | 310 |
| F 60 | 260 | |||
| 20 | 250/200 | 250-200 | F 70 | 218 |
| 16 | 200/160 | 200-160 | F 80 | 185 |
| 12 | 160/125 | 160-125 | F 90 | 154 |
| F 100 | 129 | |||
| 10 | 125/100 | 125-100 | F 120 | 109 |
| 8 | 100/80 | 100-80 | F 150 | 82 |
| 6 | 80/63 | 80-63 | F 180 | 69 |
| 5, M63 | 63/50 | 63-50 | F 220 | 58 |
| F 230 | 53 | |||
| 4, M50 | 50/40 | 50-40 | F 240 | 44,5 |
| M40 | 40/28 | 40-28 | F 280 | 36,5 |
| F 320 | 29,2 | |||
| M28 | 28/20 | 28-20 | F 360 | 22,8 |
| M20 | 20/14 | 20-14 | F 400 | 17,3 |
| M14 | 14/10 | 14-10 | F 500 | 12,8 |
| M7 | 10/7 | 10-7 | F 600 | 9,3 |
| M5 | 7/5 | 7-5 | F 800 | 6,5 |
| M3 | 5/3 | 5-3 | F 1000 | 4,5 |
| 3/2 | 3-2 | F 1200 | 3,0 | |
| 2/1 | 2-1 | F 1500 | 2,0 | |
| F 2000 | 1,2 | |||
| 1/0 | 1 and | |||
| 1/0,5 | 1-0,5 | |||
| 0,5/0,1 | 0,5-0,1 | |||
| 0,5/0 | 0.5 and | |||
| 0,3/0 | 0.3 and | |||
| 0,1/0 | 0.1 and | |||
The choice of the grain size of the wheel should be determined by a number of factors - the type of material being processed, the required surface roughness, the size of the stock to be removed, etc.
The smaller the grain size, the cleaner the surface is. However, this does not mean that in all cases, preference should be given to a smaller grain size. It is necessary to choose the grain size that is optimal for a particular processing. Fine grain gives a higher surface cleanliness, but at the same time can lead to burning of the processed material, brining the wheel. When using fine grains, the grinding performance is reduced. In general, it is advisable to choose the largest grain size, provided that the required cleanliness of the treated surface is ensured.
If necessary to reduce the surface roughness, the grain size must be reduced. Larger stocks and higher productivity require more grain.
In general, the harder the material being processed and the lower its viscosity, the higher the graininess of the wheel can be.
| Grit numbers according to GOST 3647-80 | Grit numbers according to GOST R 52381-2005 | Appointment |
| 125; 100; 80 | F14; F16; F20; F22 | Grinding wheel dressing; manual roughing operations, stripping of workpieces, forgings, welds, casting and rolling. |
| 63; 50 | F24; F30; F36 | Preliminary circular external, internal, centerless and flat grinding with surface roughness of 5-7 cleanliness classes; finishing of metals and non-metallic materials. |
| 40; 32 | F40; F46 | Preliminary and final grinding of parts with surface roughness of 7-9 cleanliness classes; sharpening of cutting tools. |
| 25; 20; 16 | F54; F60; F70; F80 | Fine grinding of parts, sharpening of cutting tools, preliminary diamond grinding, grinding of shaped surfaces. |
| 12; 10 | F90; F100; F120 | Diamond fine grinding, sharpening of cutting tools, finishing grinding of parts. |
| 8; 6; 5; 4 | F150; F180; F220; F230; F240 | Finishing of cutting tools, thread grinding with fine thread pitch, finishing grinding of parts made of hard alloys, metals, glass and other non-metallic materials, finishing honing. |
| M40-M5 | F280; F320; F360; F400; F500; F600; F800 | Final tweaking parts with an accuracy of 3-5 microns or less, roughness of the 10-14th cleanliness classes, superfinishing, final honing. |
Grinding wheel hardness
| 1 | 150x16x32 | 25A | F46 | L | 6 | V | 35 | B | 3 |
The hardness of the grinding wheel should not be confused with the hardness of the abrasive. These are different concepts. The hardness of the grinding wheel characterizes the ability of the bond to keep abrasive grains from being pulled out by the material being processed. It depends on many factors - the quality of the bond, the type and shape of the abrasive, the technology for making the wheel.
Wheel hardness is closely related to self-sharpening - the ability of the abrasive wheel to restore its cutting ability by breaking or removing dull grains. Wheels in the process of work are intensely self-sharpening due to splitting the cutting grains and their partial chipping out of the bundle. This ensures the entry of new grains into work, thereby preventing the appearance of burns and cracks in the processed material. The lower the hardness of the wheel, the higher the self-sharpening. By hardness, circles are divided into 8 groups.
| Name | Designation according to GOST 19202-80 | Designation according to GOST R 52587-2006 |
| Very soft | VM1, VM2 | F, G |
| Soft | M1, M2, M3 | H, I, J |
| Medium soft | CM1, CM2 | K, L |
| Middle | C1, C2 | M, N |
| Medium hard | ST1, ST2, ST3 | O, P, Q |
| Solid | T1, T2 | R, S |
| Very hard | VT | T, U |
| Extremely hard | Th | V, W, X, Y, Z |
The choice of the hardness of the grinding wheel depends on the type of grinding, the accuracy and shape of the grinded parts, the physical and mechanical properties of the material being processed, the type of tool and equipment. In practice, in most cases, medium-hard wheels are used, which have a combination of relatively high productivity and sufficient durability.
A slight deviation of the characteristics of the wheels from the optimal one leads either to burns and cracks of the sharpened surface, when the hardness of the wheel is higher than required, or to intense wear of the wheel and distortion of the geometric shape of the sharpened tool when the hardness of the wheel is insufficient. Wheels for sharpening tools with carbide inserts should be selected especially precisely in terms of hardness.
Here are some guidelines that can be helpful when choosing hardness grinding wheels. When sharpening carbide-tipped tools, the wheel must be highly self-sharpening. Therefore, when sharpening them, circles of low degrees of hardness are used - H, I, J (soft), less often K. The more tungsten or titanium carbides in the hard alloy, the softer the grinding wheel should be.
When it is required to maintain high accuracy of shape, dimensions, preference is given to those types of grinding wheels that have increased hardness.
When using cutting fluids, grinding wheels are harder than when grinding without cooling.
Wheels on bakelite bond should have a hardness of 1-2 degrees higher than wheels on vitrified bond.
To prevent burns and cracks, use softer circles.
Structure
| 1 | 150x16x32 | 25A | F46 | L | 6 | V | 35 | B | 3 |
The structure of the tool is usually understood as the percentage of the volume of abrasive material per unit volume of the tool. The more abrasive grain per unit volume of the wheel, the denser the structure of the tool. The structure of the abrasive tool affects the amount of free space between grains.
When sharpening cutting tools, it is advisable to use wheels with more free space between the grains, since this facilitates the removal of chips from the cutting zone, reduces the possibility of burns and cracks, and facilitates cooling of the sharpened tool. For sharpening cutting tools, circles on a ceramic bond of the 7-8th structure are used, on a bakelite bond - of the 4th-5th structure.
Bunch
| 1 | 150x16x32 | 25A | F46 | L | 6 | V | 35 | B | 3 |
When making grinding wheels, the abrasive grains are bonded to the backing and to each other with a bond. The most widely used binders are ceramic, bakelite and vulcanite.
Ceramic bond It is made from inorganic substances - clay, quartz, feldspar and a number of others by grinding and mixing them in certain proportions. Ceramic bonded grinding wheels are marked with the letter ( V). The old designation is ( TO)
The ceramic bond gives the abrasive tool rigidity, heat resistance, shape stability, but at the same time increased brittleness, as a result of which it is undesirable to use circles with a ceramic bond under shock loading, for example, when rough grinding.
Bakelite bond mainly consists of artificial resin - bakelite. The marking of circles with Bakelite has a Latin letter in the designation ( B). The old designation is ( B). In comparison with ceramic, bakelite binder has greater elasticity and elasticity, heats up the processed metal less, but has lower chemical and temperature resistance, worse edge resistance.
Bakelite bond can be with reinforcing elements ( Bf, the old notation is BOO), with graphite filler ( B4, the old notation is B4).
Volcanic bond is a vulcanized synthetic rubber. The abrasive wheel marking has the letter ( R). The old designation is ( AT).
In most cases, abrasive wheels with ceramic or bakelite bonds are used. Both have their own characteristics, which determine their choice for a particular job.
The advantages of the ceramic bond include strong grain fixation in the bond, high thermal and wear resistance, good retention of the profile of the working edge, and chemical resistance. The disadvantages are increased fragility, reduced bending strength, high heat generation in the cutting zone, and, consequently, a tendency to burns on the processed material.
The advantages of the bakelite bond are elasticity, good self-sharpening of the wheel due to the reduced strength of grain fixing in the bond, and reduced heat generation. The disadvantages are more intense wear in comparison with a ceramic bond, reduced edge resistance, low resistance against coolants containing alkalis, low heat resistance (bakelite begins to become brittle and burn out at temperatures above 200 ° C).
Accuracy class
| 1 | 150x16x32 | 25A | F46 | L | 6 | V | 35 | B | 3 |
Dimensional and geometrical accuracy of abrasive tools is determined by three classes AA, AND and B... For less critical operations of abrasive processing, a tool of the class B... More accurate and better quality is the instrument of the class AND... To work in automatic lines, high-precision and multi-circular machines, high-precision tools are used AA... It is distinguished by a higher accuracy of geometric parameters, uniformity of grain composition, balanced abrasive mass, is made of the best varieties grinding materials.
Imbalance class
| 1 | 150x16x32 | 25A | F46 | L | 6 | V | 35 | B | 3 |
The imbalance class of the grinding wheel characterizes the imbalance of the wheel mass, which depends on the accuracy of the geometric shape, the uniformity of the mixing of the abrasive mass, the quality of pressing and heat treatment of the tool during its manufacture. Four classes of admissible imbalance in the mass of circles ( 1 , 2 , 3 , 4 ). The imbalance classes are irrelevant to the accuracy of balancing the complete wheels with flanges before being mounted on a grinding machine.
When using the content of this site, you need to put active links to this site, visible to users and search robots.
In production related to the processing of wood, plastic, metal, glass, sandpaper is indispensable. It is indispensable for removing old paint, there is no alternative to it if you need to prepare the surface for priming and painting, etc.
The ancient Chinese in the 13th century used a starch-based adhesive to glue plant seeds, finely ground sand and shells to parchment.
"Glass paper" is considered the prototype of sanding paper, because for its manufacture, the smallest particles of glass were used.
 In 1834, an American engineer first patented the production of emery cloth, where the abrasive grain was already silicon carbide and corundum.
In 1834, an American engineer first patented the production of emery cloth, where the abrasive grain was already silicon carbide and corundum.
You should know that the grain size of sandpaper is one of its main characteristics.
The paper was conventionally divided into groups: coarse-grained, medium-grained and fine-grained paper.
The size of the grains determines the type of work for which the marking is intended will help to choose it.
Emery is used to work on dry and wet processing of all kinds of putty surfaces.

For different, sandpaper different in grain and base is used. Such paper has a specific marking.
Sanding grit
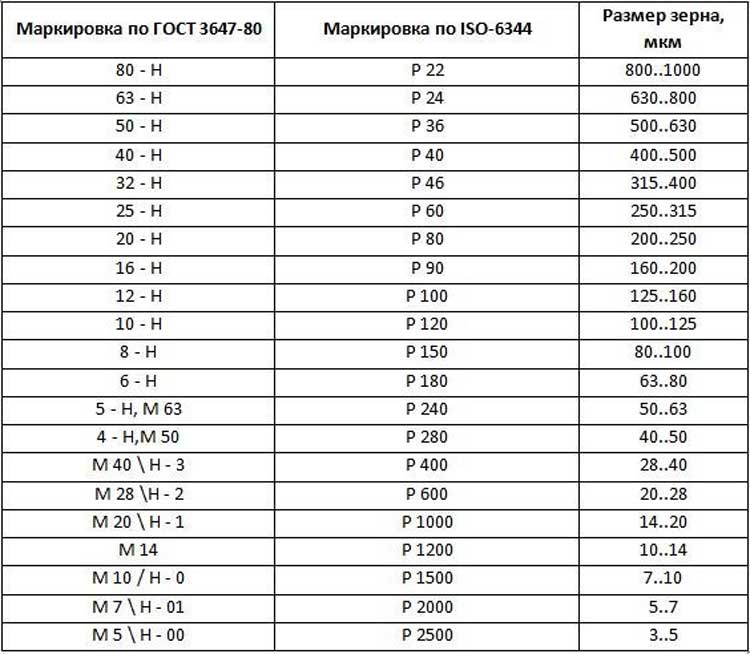
H - marking of domestic products (old).
R - marking of imported products and new marking of domestic products.
Manufacturers that produce products for export use a single world standard for designating grain sizes.
In some states of the collapsed Union, sandpaper, marking of sanding production are carried out in accordance with GOST (old).
The same is happening in Canada, China, the United States and Japan, where the domestic market uses its own designations.
The European standard (new GOST) implies an increase in values \u200b\u200bas the grain size decreases. Sandpaper is marked in a completely different way in the aforementioned countries.
GOST, for example, is designed in such a way that values, on the contrary, decrease as the grain size decreases.
These differences cannot be ignored when purchasing abrasive products in the countries of the former Soviet Union, because this difference can lead to the purchase of an unsuitable product.
Note that imported paper is most often sold in products, while domestic paper is sold in rolls, and it is sold in running meters.
If the paper is used in everyday life, then memorizing the marking is not necessary. You just need to know that the old marking comes with the letter H after the number, and the new one with the letter P in front of the number.
There are other markings on the back of the paper. Using them, you can establish additional information about the sandpaper: its basis, abrasive technology, grain material, type of binder, etc.
Now you know what sandpaper is. Marking? You figured it out too. It remains to wish everyone a pleasant and fruitful work.
This abrasive is better known in everyday life as a skin. Everyone knows that sandpaper can be used for surface treatment of various materials - from plastics and wood to metals. But to the question, what is the specificity of the application, depending on the marking of sandpaper, not many will be able to answer correctly.
For those who want to familiarize themselves in more detail with the technical conditions for sandpaper, certain difficulties are caused by the search for an appropriate standard. There are several GOSTs - No. 6456 of 1982 (for paper skin), No. 5009, dated the same year (for sandpaper on a paper and fabric basis) and No. 52381 of 2005 (for the graininess of the product). Often there are references to the Soviet standard - No. 3647 of 1980.
- Russian GOST (letter P is present in the marking of sandpaper) fully complies with foreign standards, which are spelled out in the ISO 6344 standard (generally accepted).
- Some manufacturers of the near abroad are still guided by the GOST of the times of the USSR - in the marking of the letter H or M (for skin with small grains).
- Some countries have their own standards and sandpaper has their own mark. As an example - Japan, USA, Canada, PRC.
Further, in order not to repeat, the author will indicate the marking of the paper, depending on its purpose, in both Russian and Soviet (in brackets) symbols. There are no big differences in the definition of the "graininess" of the skin, and, accordingly, the specifics of its use, and a more detailed examination of all the features of the varieties of products is of interest only for a specialized specialist. In respect of household use they play no role.

Sandpaper markings and scope
Coarse sandpaper
- Р22 - 36 (Н50 - 80) - for primary (preliminary) processing of parts. For example, removing a layer of rust, removing scale and the like. Therefore, the purpose is preparation for further work with the material.
- P40 - 60 (H25 - 40). Sandpaper with similar markings it is used for rough surface treatment - cleaning, leveling, removing contamination in certain areas, and so on.
- P80 - 120 (H10 - 20). Purpose - precise processing. It is often referred to as preliminary grinding. In some cases, this is sufficient for applying any coating or pasting the surface.
- P150 - 180 (H6 - 8). This type of sandpaper is used for final leveling (sanding) when extreme precision is not required.

Fine-grained sanding paper
- P240 - 280 (M63, H5) - metals and hardwood.
- Р1000 (Н1, М20) - plastics, ceramics, soft metals.
Polishing
- P400 - 600 (H2 - 3, M28 - 40). The main purpose is to prepare the surface for applying varnishes or paints.
- Р1200 - 2500 (М5 - 14, Н0 - 00 - 01). This sandpaper is called "velvet". Designed for the most delicate operations when it is required to "finish" the part after all previous treatments.
As already noted, the skin has a different basis. What is the difference?
Paper sandpaper
Pros:
- During use, it does not "stretch".
- The finest grain can be applied to such a base. Cloth sandpaper "for polishing" is practically not found.
- Low cost.
Minuses:
- Insufficient strength, therefore, fragility. The main purpose is for manual processing of materials.
- Increased moisture absorption. It is used for cleaning, sanding only dry surfaces.
Cloth sandpaper
Pros:
- Tear strength combined with some elasticity. The main purpose of these products is mechanical processing of parts, for example, using.
- Minimal moisture absorption.
Minus:
- The price is higher than the paper counterparts.
All types of sandpaper differ in the density of the grains. This feature also defines the main purpose of the skin.
- Solid backfill - for working with hard samples (metals, dense wood, ebonite, etc.).
- Open (half-open) - for cleaning, grinding relatively soft materials with a porous structure. Also used in the treatment of surfaces on which previously putty, paint, and wood have been applied conifers, plastics and in a number of other cases.
If it is necessary to finish grinding the part (fine-tuning to its presentation), instead of fine-grained sandpaper, it is advisable to use a regular, rough one. Alternatively, wrapping. The effect is the same.
Special care must be taken when stripping copper contact groups. For example, lamellas of electric motor collectors. In this case, only "glass" skin is used. All other types of sandpaper increase the wear of carbon brushes, since they leave the smallest fractions of abrasive (dust) on the copper surface.
Additional information about the product, including its purpose, can be found on the back of the sample. The letters are put down in a variety of ways, but the most common ones should be indicated.
- M, L1 (or 2) - moisture resistant sandpaper.
- 1 - for porous (soft) materials.
- 2 - for grinding parts made of hard alloys, metals or solid wood.
- P - only for dry surfaces (increased moisture absorption).
- L - sheet sandpaper. Roll skin has no designation.
When choosing an emery paper for marking, you need to take into account local specifics - the material of the part, the degree of its contamination (rusting), humidity, whether it was pretreated (for example, paint) and a number of other nuances. Only in this case can you make a rational purchase.
Sandpaper is used not only for grinding various surfaces, but also for preparing the basis for subsequent work. For ease of use, you should stretch the sandpaper over a wooden block.
Sandpaper is perhaps the most indispensable abrasive material made from paper or cloth coated with abrasive powder. Absolutely any carpentry work, no matter how carefully it is done, requires finishing and polishing. Emery paper is different in grain size: from zero to coarse abrasive.
Sandpaper is used not only for grinding various surfaces, but also for preparing the basis for subsequent work.
For ease of use, stretch the sandpaper over a wooden block.
It is known that sandpaper will become much softer during work and will lose some of its properties. But you shouldn't throw it away right away. Of course, it won't be as effective as it originally was, but it will become less aggressive. Using used sandpaper can help you avoid the need to purchase new, finer-grit sandpaper.
More pliable sandpaper can also be made from new. The abrasive is attached to a paper or fabric backing with glue. And in order for the sandpaper to become more pliable, it must be stretched. When performing work of any complexity, sandpaper is the price for fine-tuning the piece of work we need to perfection.
What is sandpaper?
Sandpaper can be classified as a commodity. In colloquial speech, the term "Emery" is firmly entrenched in her. Sandpaper is an abrasive product, on a paper basis of which an abrasive grain is fixed with layers of glue or resin. Its main purpose is manual or machine surface treatment. Abrasive paper is the primary source for the production of paper-based abrasive tools: rolls, belts, wheels, etc. The key word for all these products is PAPER.
History
With the development of the industry, sandpaper has improved. The history of sandpaper goes back to China. The first mention of it dates back to the 13th century. Crushed sand, finely crushed shells, and plant seeds were glued onto parchment with the help of starch or agar-agar glue. The rough skin of a crocodile or shark was used as sandpaper. The prototype of the sandpaper was "glass paper" because glass particles were used for its production.
Serial production of "glass" paper was organized in London since 1833 by the company of the entrepreneur John Oakay, which developed new technologies for its production. The first patent for the production of sandpaper was issued to Isaac Fischer on June 14, 1834 in Springfield, Vermont.
In his sandpaper, he used corundum and silicon carbide abrasive grains as the abrasive grain. In 1900, Siegener Leimfabrik & Naxos-Schmirgelwerke begins mass production of sandpaper and glass paper in Germany.
With the development of the industry, sandpaper has improved. Active research and development of abrasive materials and tools went on in Europe and the USA. In 1916 3M and 1925 Klingspor filed a patent for the invention of waterproof sanding paper. This type of sandpaper has been widely used in the automotive industry, and the postscript "WATERPROOF" (Wetordry, Wasserfest, Watterproof, Impermable) appeared in its brand. Gradually entrenched standard size sheet 230 * 280 mm.
Klingspor files a patent for waterproof sanding paper
In our time, the history of sandpaper continues to be chronicled. New types appear component parts, manufacturers and needs for its application.
Marking
In the production of sandpaper, color and alphanumeric markings are applied to its surface. And although each manufacturer has its own name and does not fully disclose all information about the properties, it has common characteristics. Let's look at some of the types of abrasive paper from Klingspor as an example.
Sandpaper markings such as PS22 N, PS23 F, PS33 B, PS73 BW indicate the type and density of the paper backing. The abrasive grain size marking is indicated by the Latin letter P and numbers from 24 to 2500. Within the concept itself, the term “zero-grade sandpaper” has come into use. in different standards, you can independently determine its compliance with the FEPA and GOST 2007 standards.
color coding Currently, color coding of sandpaper in the scale of the abrasive tool market has lost its relevance. A number of manufacturers, in order to attract buyers, offer all possible color solutions. And only a few remain true to the traditions laid down many years ago.
The fact that the abrasive paper is water resistant is indicated by the inscription WATERPROOF. This type of sanding paper has increased elasticity and strength.
Sandpaper abrasive tools
The paper base has a lower cost compared to other types (fabric, film). In practice, ready-to-use abrasive tools are produced from abrasive paper: rolls (rollers), strips, sheets, grinding wheels, endless belt. Abrasive sandpaper tools are used to process all available materials... They are suitable for hand grinders, hand grinders and machine tools.
Classification by numbers (grain size)
Today, sandpaper is available in grit sizes from 12 to 4000.
Grit is the number of abrasive particles per square inch of sandpaper. The lower the number, the coarser (coarser grains) the sandpaper.
It can be conditionally divided into 3 groups:
Coarse-grained (12-80). Most often it is used in order to remove various varnishes and paints from the surface, that is, it is used for primary processing. This rough sanding usually leaves scratches that need to be sanded with finer sandpaper.
Medium grit (80-160) sandpaper. Typically used after coarse wood to smooth and level wood surfaces. Such paper leaves few traces and is used for intermediate processing of the material.
Fine-grained (160-4000). Fine-grained sandpaper allows you to completely remove all bumps and scratches from the surface of the wood. It is used as a finishing treatment just before painting.
Sandpaper base
Paper base. Paper-based abrasive paper is the cheapest, it can withstand heavy mechanical stress and can be treated with a water-repellent substance. Even the smallest fractions of the grinding material can be applied to such a base, but its wear resistance leaves much to be desired.
Fabric base. Cloth sandpaper has good wear resistance and can be impregnated with special resins to protect it from moisture. It also has good elasticity and tear resistance.
Combined base. Sandpaper on a combined basis (paper + cloth) is used in cases where a sanding surface with a high level of grain is required under high mechanical stress. Such paper has collected all the best properties of the previous types and is the most expensive.
In addition to the grain size and base material, we also recommend paying attention to the abrasive filling.
Thus, solid sandpaper has a higher strength and is suitable for processing solids.
Semi-open abrasive products are designed for softer materials and will clean better with use.
We hope that this classification of sandpaper was useful to you and you chose it correctly!
Sandpaper production technology
The water resistance and increased strength of the base is given by impregnation with special compounds, for example, rubber latex. A binder is applied on a glue applicator, heated to 30 ° ... 50 °.
Electrostatic, suspension and mechanical are methods of applying abrasive to a substrate. For the mechanical method, a bulk machine with a hopper is used. Excess sanding material is removed by a special device.
Drying of the abrasive skin is carried out in special ovens, where heating is carried out with steam, gas, infrared lamps, etc. The drying temperature depends on the type of binder: with skin glue - 25 ... 45 C. With SFI-3039 or SFZh-3038 glue - several drying stages: 20 ... 70 ° C, 70 ... 100 ° C and 100. . 120 ° C. Pentaphthalic and oil varnishes require a temperature of 120 ° C, formaldehyde resins - 100 ... 120 ° C.
The fastening layer of the ligament is applied as the main one. Drying of the anchor layer is similar to that for the base layer. If the skin is made on the basis of phenol-formaldehyde resins, the final processing is carried out at a temperature of 150 ° C.
Stabilization is an operation for non-water resistant skins. It provides them with elasticity, moisture, evenness. The skin of small grain sizes is moistened with water from the non-working side, placed on a drum and dried at a temperature of 77 ° C. The skin of large rooms is "tormented" at 65% humidity during the day in a draft.
The given factory technology proves that at home, bypassing some operations, you can make a low quality skin using crushed glass or "pollen" from an abrasive wheel.
How to use or practice.
This practice is so diverse that I will cite just a few cases. A small object for sanding with sandpaper is fixed with the surface up. Pads with emery cloth (11, e) are placed on this surface and moved. Pads dimensions 185 * 84 * 75 mm, weight - 0.9 kg. The pads are made of hardwood (beech, oak, birch), impregnated with linseed oil, sanded and covered with light varnish. Each of the pads has two depressions. The folded ends of the skins are hidden in depressions, which better maintains the tightness of the skin. The soft base is attached to the bottom block with BF glue. Foam rubber 4 ... 6 mm thick, greatcoat cloth, etc. can serve this soft bottom... Cloth-backed abrasives last longer than paper-backed abrasives.
The grain size of the skin is reduced with each subsequent treatment. This ensures a high surface finish. The direction of movement of the blocks is periodically changed to perpendicular to the risks arising from the previous treatment. It is preferable to finish metal surfaces with a sandpaper with a working layer of white alumina.
The surface grinder () has a wide range of applications. It is used, in particular, for sanding walls and ceilings on well-dried ones before applying the paint layer. Dimensions of the device 260 * 180 * 75 mm. weight - 0.5 kg. The base and the clamping bar of the device are made of aluminum, duralumin, wood, etc., the handle is made of a metal tube. For the treatment of putties and primers, the preferred sandpaper has a working layer of silicon carbide. The very base of the device is made both curved and planar.
The sandpaper is applicable not only for removing a layer of metal. Due to abrasive materials, slippage of the skin is unlikely on almost any surface. So they use the skin, in particular, for unscrewing tightly screwed plugs or caps.
Tips
How to choose?
You will probably agree with me that in many areas of our life, in work and in everyday life, we use various types of sandpaperor as it is also called - a skin? When we clean metal products for painting or get rid of rust on metal. When working with wood, sanding also takes place. When we paint doors or windows, then after a layer of varnish or paint we also process it with sandpaper. Wood carvers actively use sandpaper to finish their products and to give them a presentation. Builders use it by cleaning and grinding. Yes, in the end, in everyday life, varieties of skins are used, for example, pumice stone for a pedicure. But what types of sandpaper need to be used for certain jobs? For sanding wood, use a sandpaper filled with quartzite, silicon and glass. At one time, flint skin was considered the best. There are also emery and corundum skins. But they are not suitable for them, because the abrasive grains are dark and pollute the surface of the wood. You've probably seen that sandpaper is on a paper basis and on a fabric. Separate leaves and in rolls. Waterproof and ordinary. Coarse, medium and fine. Waterproof sandpaper on the back has the word "waterproof" and its base is green. But what are these strange letters on it? These are abrasive designations: "C" - glass; "KR" - silicon; "KV" - quartzite. The numbers indicate the numbers of the skins. Particularly fine or micro-skins are designated with the letter "M". Pumice is also used for grinding. It is a material of volcanic origin. It is very light and porous. Usually grayish white in color. The pumice stone is easy to saw with both a saw and a file, and also to grind into powder. This pumice stone is used to grind only hard wood species at the final stage. Pumice powder is filled before varnishing and polishing various voids, as a filler. When used, the pumice stone is soaked in water or oil for wet sanding of paints and varnishes.
Below is a table of sandpaper numbering.
Grain size in mm Skin number
Hopefully this material will come in handy for you.
Specifications
|
Questions of the composition of the abrasive and adhesive bases are omitted, because, of course, the stronger, the more expensive.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
With your own hands
Throughout the history of civilization, people are scraping, cleaning and polishing something. In ancient times, he used various materials at hand for this, ranging from river pebbles and small pebbles to pieces of untreated skins of killed animals. Now the industry offers him an endless range of equipment, tools and materials, the simplest of which is sandpaper or sandpaper.
The first known mention of sandpaper as we are used to seeing it can be found in the 13th century in China. For its manufacture, parchment, glue from natural substances and fine dust from shells and river stones were used. In Europe, the palm in the invention of sandpaper belongs to the Englishman John Oakey in the early 19th century, who figured out how to glue glass dust and sand to paper for grinding musical instruments. A further contribution to the history of emery cloth was made by enterprising Americans, who were the first to patent and begin mass production of this abrasive material.
Today, not only with your own hands, no production can be imagined without the operations of cleaning, grinding and polishing. All this is done with various abrasive materials. Not the last place here belongs to ordinary sandpaper or paper.
Sandpaper (sandpaper) When choosing sandpaper (sandpaper), you should pay attention to a number of characteristics:
1) grain size - the larger, the lower the paper number, for example, P20 and P150. This characteristic affects the quality of surface treatment. Smaller numbers are intended for roughing and rough cleaning, and the highest - for the finest grinding and polishing of the finished surface;
2) abrasive material - silicon carbide, electrocorundum, emery, etc. The latter is practically no longer used, the most common is the harder silicon carbide.
3) granularity - the density of the arrangement of grains per unit area of \u200b\u200bsandpaper - the less, the less the formation of lumps and “clogging” of the skin with dust;
4) the base is fabric, paper or fiber. Paper - more flexible but fragile, fabric - denser but more rigid, fiber - used for special purposes;
5) waterproof or not - important for those who work in the conditions of using coolants;
6) there is still an abrasive mesh and grinding sponges - they are used for cleaning and grinding building materials during DIY repairs.
Sandpaper (sandpaper) "Cheat sheet" to select the grain of sandpaper or sandpaper:
if on paper you see the designation P12-P60, then this sandpaper is intended for rough peeling and cleaning, if P80-P120 is suitable for medium grinding, smoothing and removing irregularities; P150-P180 - ideal for fine sanding, P220 and above - for the picky professional, for very fine final sanding.
And, finally, a couple of tips for working with emery cloth (paper) when repairing yourself:
1) start the work with roughing and stripping with small numbers, finish with grinding and polishing with large numbers;
2) For wet sanding, use only moisture resistant sandpaper;
Emery paper, grinding paper. Granularity - No. 8. (roll \u003d 30m)
Sandpaper, also called "sandpaper", irreplaceable in construction, abrasive material made of paper or cloth, with the application of abrasive powder. Sandpaper, (sandpaper ...
Price RUB245.95 per running meter
Firms
How to start a sandpaper business
Emery (sanding) paper has a fairly wide application. It is used for cleaning surfaces before painting, gluing, for slipping protection (for example, in skateboards), for removing dirt, etc. The use of sandpaper in many industries, repair enterprises, provides a huge demand for this product. A grinding business, with proper organization of production and well-established distribution channels, will certainly be profitable.
The device and material of sandpaper
Sandpaper consists of a base and an abrasive (grinding material). Its main characteristics are grainand corn... The last parameter refers to the size of the abrasive particles covering the base of the paper. Grit refers to the density of the abrasive covering the backing, or particles per square inch. According to this characteristic, the following types of paper are distinguished, described in GOST 6456-82:
- sandpaper with a grain size of 40-60. It is the coarsest, has large abrasive particles located far from each other. Used for primary processing of material.
- 80-120 - Medium grain paper. Smoothes the surface, removes irregularities.
- 150-180 - fine sandpaper. Used for final sanding.
- 220-240 - very fine sandpaper. It is used for grinding sanding material before painting.
- 280-320 is already extra-thin paper. Dust specks and marks are removed from it at the final stage of material coating.
- 360-600 is the thinnest sandpaper. It is rarely used to remove light dirt.
There are the following types of paper, depending on the basis:
- sandpaper on a paper basis. Paper is a cheap and easy-to-manufacture material, but it is not strong enough and not waterproof. Although, due to its subtlety, the smallest abrasives can be applied to it.
- fabric-backed sandpaper (coarse cotton, polyester). The fabric is very durable and water resistant, but expensive and lends itself to lengthening when used.
- mixed paper (fabric glued to paper).
- on a fiber basis. Usually used to make fiber discs.
Various materials are also used for the abrasive. The most widely used is aluminum oxide. It has a high cutting ability and high pressure resistance. It is a brittle material - when used, its granules break easily, but this only increases its shelf life. Ceramic abrasive is the hardest, used for rougher surfaces. The second in hardness is silicon carbide, it is used in the processing of glass, plastic, metal. The softest material is garnet. It is used in the final stages of polishing or for lightly softening the surface.
By the type of application of the abrasive, sanding paper is distinguished:
- with open and semi-open filling. Has gaps between particles that cover 40 to 60% of the substrate surface. It is used for grinding soft materials;
- with closed filling (solid). Abrasives cover the entire surface of the paper. Sands hard materials well.
Production technology
The production of sandpaper takes place in several stages. First, it is passed through a ramming press, where drums with rubber stamps held by magnets display technical information on the fabric. Then the base is impregnated with waterproof substances (latex, rubber). The fabric passes under a ram press where other drums apply thermosetting glue to the letter-free side. Coating density is controlled by a computer system. Phenol-formaldehyde and urea-formaldehyde resins, varnish-based glue, epoxy-based glue, and flesh glue are used as a bonding layer. After that, the stage of applying the abrasive occurs. There are several ways.
Mechanical. Abrasive particles fall in a chaotic manner from the bulk machine with a hopper-feeder, excess material is removed. This type of application produces less aggressive particles.
Electrostatic. The base is pulled underground into an electrostatic area where a hot and humid atmosphere is maintained. The particles are poured onto a conveyor moving in a container that moves the particles under a rotating cloth between the electrodes and the base. Created electric fieldwhich causes a mini sandstorm. Under the influence of an electrostatic field, negatively charged abrasive particles are evenly pressed into the substrate. This method produces a more aggressive sandpaper.
A piece is cut from the almost finished paper for quality testing.
Then the paper is dried in special ovens. The temperature depends on the binder (glue): formaldehyde resins - 100 ... 120 ° С, SFI-3039 or SFZh-3038 glue requires several drying stages (20 ... 70 ° С, 70 ... 100 ° С and 100. 120 ° С), pentaphthalic and oil varnishes - 120 ° С, skin glue - 25 ... 45 ° С.
After that, a fixing layer of the binder is applied and dried again. The finished paper rolls are sent to the warehouse to await cutting. Some rolls are cut into huge sheets: they will be used in heavy engineering. Special machines cut out sanding discs, skateboard protection tapes, etc.
To service the entire production workshop, you will need to hire about 10-15 people.
Equipment and raw materials (cost)
For the production of grinding, the following raw materials and equipment should be purchased:
- skin glue. It will cost somewhere in the 200-250 rubles per kg;
- silicon carbide - $ 500-2400 per ton;
- cotton fabric - 18-30 rubles. per running meter;
- electric furnace - from 78 thousand rubles - up to 450 thousand rubles;
- drying chamber - from 60 thousand to 500 thousand rubles;
- a coating machine (for applying glue, marking) - about 450 thousand rubles;
- dispenser bins (for filling abrasive) - from 5000 rubles;
- belt conveyor - from 23 thousand rubles per running meter;
- drive station and return station - from 124,000 rubles.
Investments
The initial investment for the annual production of sandpaper will amount to about 3.5 - 4 million rubles. With the sale of 5,000 meters of paper per year at an average price of 280 rubles per linear meter, the business will pay off in 4-5 years.
Requirements
According to GOST 6456-82, the following information should be applied on the back of the sandpaper:
- product designation;
- what material is the base made of;
- the abrasive used, its content and size;
- type of material used for gluing the abrasive;
- waterproof or non-waterproof;
- date of issue and batch number;
- technical control stamp;
- image of the State Quality Mark according to NTD for abrasive paper;
Winding the sanding paper into rolls should be even and dense, with the working layer outward, preventing the formation of wrinkles, folds and creases. Each roll of sanding paper should be wrapped with a double layer of paper in accordance with GOST 18277-72, GOST 2228-81 or GOST 10127-75.
The roll should be glued at the seam. Layers of wrapping paper should cover the ends of the roll and ensure its safety during transportation.
Transportation of materials takes place in compliance with the following conditions:
- the product should not be exposed to strong shocks, impacts, moisture;
- during transportation, the material should be protected from the effects of precipitation;
- the goods are accompanied by the necessary documents.
Store sandpaper in dry, ventilated areas. Its rolls are stacked in dense rows, alternating in the longitudinal and transverse directions. Store at a temperature not lower than plus 2 ° С. The shelf life is 12 months (more details on the GOST websites).
Sale
Marketing ways of grinding should be sought based on its purpose. It can be industrial enterprises, and stores of goods for repairs, goods for woodworking, however, in every hardware store they sell sandpaper. Therefore, the main goal will be the production of high-quality, cheap goods and establishing contacts with buyers.
Christina Cherukhina
(c) www.openbusiness.ru - portal of business plans and guidelines
Used for grinding, polishing and surface cleaning. For manual processing, choose sheet or roll paper (you can cut a piece of the desired size from it). For machine room - finished goods from sandpaper: sanding belts, circles and strips with Velcro. In this review, we will tell you in detail what types of sandpaper and its grain size are.
Types of sandpaper
The main characteristic of sandpaper is graininess, i.e. the number of abrasive grains per square inch of surface. With a low grain size, the particle size is relatively large. Coarse paper is used at the beginning of processing. It allows you to roughly sand and clean the surface, remove the remnants of old paint. After it, scratches remain, so further grinding with finer sandpaper is necessary.
As the grain size increases, the grain size decreases. This skin is called fine-grained. It is used for fine, thorough processing, in particular before painting. A simple example - you decide to repaint your wardrobe. You will need 2 types of wood sandpaper, each with a different grain size. Coarse first (P60), then medium (P100). Ideally, it is better to walk with a third, finer sandpaper (P150).
The second most important parameter is the type of stem. There are two main types of paper:
- With a paper base. It is normal and moisture resistant. Of the advantages - it is cheaper, does not stretch during work. The finest grain can be applied. Of the minuses, it is less resistant to wear and tear.
- With fabric base. It is more expensive than paper, but it has high tensile strength and is more resistant to moisture. Due to its elasticity, it can be stretched in length. The stiffer the base, the more durable the tape will be.
Sandpaper Grit Chart
Depending on the grain of the paper, there are two marking standards: Russian (with the letters H and M) and international (with Latin P). Below you will find a table of markings correspondence. Coarse and medium-grained papers are shown in blue, and fine-grained papers in yellow. The proposed type of work is also indicated.


